возможно стол нагревается/остывает и из за этого его слегка выгибает. в результате высота слоя плавает.
убедись что пид стола откалиброван хорошо, температура стола держится чётко, не плавает.
убедись что стол утеплён и нет сквозняков.
так же можно проверить диаметр прутка, не плавает ли он.
| |
roboforum.ruТехнический форум по робототехнике. |
|
3D печать , типовые проблемы и методы устранения
Re: 3D печать , типовые проблемы и методы устранения
![]() Myp » 22 фев 2017, 22:45
Myp » 22 фев 2017, 22:45
-

Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: 3D печать , типовые проблемы и методы устранения
![]() cardibober » 22 фев 2017, 23:49
cardibober » 22 фев 2017, 23:49
PID для стола никогда не использовал, температура стола скачет в пределах одного градуса.
Температура сопла скачет в пределах 0,5 градуса.
Но в любом случае, думаю, что проблема не в этом. Этот глюк проявляется не хаотично, а с завидной повторяемостью. Каждые 3 или 5 слоев. Слайсер тоже не причем, Simplify3D и Craftware дают один и тот же результат. Мистика.
Температура сопла скачет в пределах 0,5 градуса.
Но в любом случае, думаю, что проблема не в этом. Этот глюк проявляется не хаотично, а с завидной повторяемостью. Каждые 3 или 5 слоев. Слайсер тоже не причем, Simplify3D и Craftware дают один и тот же результат. Мистика.
- cardibober
- Сообщения: 6
- Зарегистрирован: 24 окт 2015, 23:28
Re: 3D печать , типовые проблемы и методы устранения
![]() Myp » 22 фев 2017, 23:59
Myp » 22 фев 2017, 23:59
не мистика, а отсутствие ПИДаcardibober писал(а): Мистика.

если ПИД не включить, стол на реле например, утепляй стол.
-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: 3D печать , типовые проблемы и методы устранения
![]() cardibober » 24 фев 2017, 18:57
cardibober » 24 фев 2017, 18:57
Включил ПИД, откалибровал, утеплил стол. Результат нулевой, как и предполагалось.
- cardibober
- Сообщения: 6
- Зарегистрирован: 24 окт 2015, 23:28
Re: 3D печать , типовые проблемы и методы устранения
![]() setar » 24 фев 2017, 21:35
setar » 24 фев 2017, 21:35
это проблема гуляния толщины слоев, подробно описано в последних постах темы "белый принтер"
решается вот так: forum107/topic12917-11115.html#p368524 - жесткое закрепление гайек Z при этом им предоставляется свободный ход по XY
Добавлено спустя 2 минуты 8 секунд:
вот еще поучительная тема forum107/topic17198.html
решается вот так: forum107/topic12917-11115.html#p368524 - жесткое закрепление гайек Z при этом им предоставляется свободный ход по XY
Добавлено спустя 2 минуты 8 секунд:
вот еще поучительная тема forum107/topic17198.html
-

setar - Site Admin
- Сообщения: 10992
- Зарегистрирован: 04 окт 2004, 12:58
- Откуда: St.Petersburg
- Skype: taranenko.sergey
- ФИО: Сергей Тараненко
Re: 3D печать , типовые проблемы и методы устранения
![]() cardibober » 26 фев 2017, 21:29
cardibober » 26 фев 2017, 21:29
Временно приколхозил вот такую гайку
https://www.aliexpress.com/item/1pcs-TR ... 0.0.Cfq0Xz
Стало лучше, но все равно не так как хотелось бы. А при печати слоем 0,1мм эти гуляния почти невидны.
что-то у меня руки чешутся попробовать сделать привод по оси Z на ремнях.
https://www.aliexpress.com/item/1pcs-TR ... 0.0.Cfq0Xz
Стало лучше, но все равно не так как хотелось бы. А при печати слоем 0,1мм эти гуляния почти невидны.
что-то у меня руки чешутся попробовать сделать привод по оси Z на ремнях.
- cardibober
- Сообщения: 6
- Зарегистрирован: 24 окт 2015, 23:28
Re: 3D печать , типовые проблемы и методы устранения
![]() Alexus12 » 27 фев 2017, 13:31
Alexus12 » 27 фев 2017, 13:31
Я поставил 2 обычные гайки и распер их немного. Это выбрало зазор и нет гуляния.
- Alexus12
- Сообщения: 1132
- Зарегистрирован: 18 дек 2014, 01:43
Re: 3D печать , типовые проблемы и методы устранения
![]() setar » 27 фев 2017, 14:08
setar » 27 фев 2017, 14:08
гуляния не из за зазора
просаженная резьба гайки плавает по винту - в самом центре имеем самую низкую позицию, при смещении гайки от центра (боковой сдвиг) гайку поднимает по основанию резьбы
просаженная резьба гайки плавает по винту - в самом центре имеем самую низкую позицию, при смещении гайки от центра (боковой сдвиг) гайку поднимает по основанию резьбы
-
setar - Site Admin
- Сообщения: 10992
- Зарегистрирован: 04 окт 2004, 12:58
- Откуда: St.Petersburg
- Skype: taranenko.sergey
- ФИО: Сергей Тараненко
Re: 3D печать , типовые проблемы и методы устранения
![]() Alexus12 » 27 фев 2017, 18:31
Alexus12 » 27 фев 2017, 18:31
У меня именно зазоры были. Если стол вверх-вниз подергать то он поднимался и опускался на этом зазоре.
- Alexus12
- Сообщения: 1132
- Зарегистрирован: 18 дек 2014, 01:43
Re: 3D печать , типовые проблемы и методы устранения
![]() setar » 28 фев 2017, 12:18
setar » 28 фев 2017, 12:18
ну, зазар то возможен, но стол ходит не быстро, люфт естественным образом гравитацией выбирается.
а нагрузок на подъём там быть не должно
а нагрузок на подъём там быть не должно
-
setar - Site Admin
- Сообщения: 10992
- Зарегистрирован: 04 окт 2004, 12:58
- Откуда: St.Petersburg
- Skype: taranenko.sergey
- ФИО: Сергей Тараненко
Re: 3D печать , типовые проблемы и методы устранения
![]() Ernesto » 01 мар 2017, 04:59
Ernesto » 01 мар 2017, 04:59
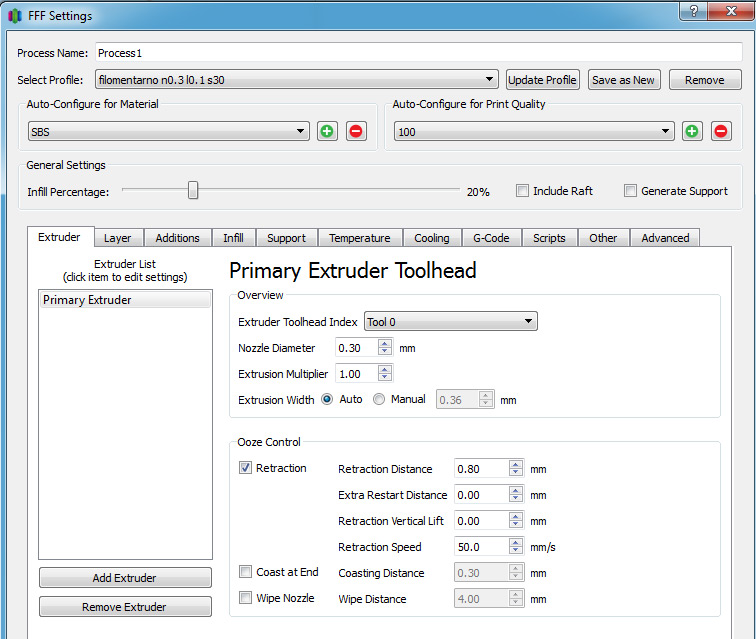
Имею вот дефекты при печати пластиком филоментарно, распечатал с тем же ретрактом PLA , деффект минимален, что крутить ?


Настройки ретракта
Настройки ретракта
-

Ernesto - Сообщения: 89
- Зарегистрирован: 18 май 2016, 05:05
- Откуда: Камчатка
Re: 3D печать , типовые проблемы и методы устранения
![]() Myp » 01 мар 2017, 08:15
Myp » 01 мар 2017, 08:15
для начала калибровать нужную длину ретракта, например в калигаторе.
потом может пригодиться параметр extra restart distance, поставь там небольшой минус, например -0.1
потом может пригодиться параметр extra restart distance, поставь там небольшой минус, например -0.1
-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: 3D печать , типовые проблемы и методы устранения
![]() Ernesto » 01 мар 2017, 09:40
Ernesto » 01 мар 2017, 09:40
Myp писал(а):для начала калибровать нужную длину ретракта, например в калигаторе.
потом может пригодиться параметр extra restart distance, поставь там небольшой минус, например -0.1
ретракт какраз подобран по калигатору, оптимальный результат был в пределах 0.5-1мм, по скорости ретракта 20-80 разницы нет
может еще температуру поднять пластика?, так как pla довольно текучь, а SBS на 210 градусах более плотный.
Как я понял наплыв именно на начале слоя образуется после ретракта?
-
Ernesto - Сообщения: 89
- Зарегистрирован: 18 май 2016, 05:05
- Откуда: Камчатка
Re: 3D печать , типовые проблемы и методы устранения
![]() Myp » 01 мар 2017, 10:35
Myp » 01 мар 2017, 10:35
да, на вид сопля как раз при старте периметра и потом плавно рассасывается
пробуй корректировку унретракта отрицательную.
пробуй корректировку унретракта отрицательную.
-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: 3D печать , типовые проблемы и методы устранения
![]() Ernesto » 02 мар 2017, 03:24
Ernesto » 02 мар 2017, 03:24
Myp писал(а):да, на вид сопля как раз при старте периметра и потом плавно рассасывается
пробуй корректировку унретракта отрицательную.
Спасибо помогло, наплывы почти пропали.
-
Ernesto - Сообщения: 89
- Зарегистрирован: 18 май 2016, 05:05
- Откуда: Камчатка
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0