Сергей дело говорит.
Попробуйте шприцем через тонкую иглу набрать киселя(густой жидкости), резко дернув за поршень. Поршень шприца сорвется, начнет пропускать, киселя не наберется. Так же и в хотэнде, если быстро дергать ретракт, пластик в сопло не вернется, сорвет каплю. 45мм/сек очень много и бестолково.
Чем меньше скорость ретракта, тем надежнее убираются сопли. Но общее время печати увеличивается.
Ну и в нормальных слайсерах "не включать ретракт на расстоянии менее..." стоит по умолчанию 1.5-2мм, можно пошевелить +/-1мм.
Если стоит 10мм, то уж можно вообще ретракт не включать, особой разницы не будет. Любая сопля в пределах 10мм и так размажется, дальше ретракт уже не нужен.
| |
roboforum.ruТехнический форум по робототехнике. |
|
Тонкости и нюансы работы с АБС
Re: Тонкости и нюансы работы с АБС
![]() unigenum » 16 май 2015, 00:56
unigenum » 16 май 2015, 00:56
- unigenum
- Сообщения: 705
- Зарегистрирован: 29 окт 2012, 13:55
- Откуда: СПб
Re: Тонкости и нюансы работы с АБС
![]() Revenger » 16 май 2015, 01:20
Revenger » 16 май 2015, 01:20
Да да, попробую. Чичас допечатается деталька и следующую поставлю изменив скорость. Мне скорость печати не кртична.. не цех ))
А параметр тот я думаю скорее не просто для ретракта, а именно для ретракта при перемещении от точки к точке, а не просто при смене слоя. Может я ковырял и 10 поставил, а может в симплифай3д так по умолчанию.. не помню уже.
А параметр тот я думаю скорее не просто для ретракта, а именно для ретракта при перемещении от точки к точке, а не просто при смене слоя. Может я ковырял и 10 поставил, а может в симплифай3д так по умолчанию.. не помню уже.
-

Revenger - Сообщения: 1728
- Зарегистрирован: 01 ноя 2014, 00:50
- Откуда: Ставрополье
- ФИО: Александр
Re: Тонкости и нюансы работы с АБС
![]() Revenger » 16 май 2015, 02:19
Revenger » 16 май 2015, 02:19
Шестерёнка вряд ли. Два болтика фиксируют. Сижу, наблюдаю, всё четко, в смысле нет проскальзывания. Просто параметры видать "не отточены".
Вот тут соплей нет, но расстояние большое в общем то. Но есть наросты. Внизу, вначале печати видно. Сантиметр-полтора, потом пропадает почему-то. Как допечатается проверю, может в другую сторону ушло.
Вот тут соплей нет, но расстояние большое в общем то. Но есть наросты. Внизу, вначале печати видно. Сантиметр-полтора, потом пропадает почему-то. Как допечатается проверю, может в другую сторону ушло.
- Вложения
-
-
Revenger - Сообщения: 1728
- Зарегистрирован: 01 ноя 2014, 00:50
- Откуда: Ставрополье
- ФИО: Александр
Re: Тонкости и нюансы работы с АБС
![]() Revenger » 17 май 2015, 15:49
Revenger » 17 май 2015, 15:49
Провёл один тест с уменьшенной скоростью ретракта. Между двух деталек соплей не вижу. Пока думаю не радоваться, а запустить то же, где были сопли. Для чистоты эксперимента.
-
Revenger - Сообщения: 1728
- Зарегистрирован: 01 ноя 2014, 00:50
- Откуда: Ставрополье
- ФИО: Александр
Re: Тонкости и нюансы работы с АБС
![]() Shlonik » 26 июн 2015, 20:23
Shlonik » 26 июн 2015, 20:23
abuharsky писал(а):grafalex писал(а):еще разок о деламинации
Печатаю https://www.thingiverse.com/thing:56147, файл Wing_panel_L.stl
Сопло 0.2мм, слой 0.15. модель пустотелая, печатается только в 2 периметра (внутрений и внешний).
Оранжевая деталь печаталась на скорости 80мм/с и температуре 250
Желтая - 60мм/с, температура 230
для обоих деталей соорудил коробку вокруг принтера, что бы минимизировать сквозняки.
Вокруг желтой детали построил внешнюю стенку на расстоянии 1мм от модели.
температура стола 105-110
Итог - деламинация, при чем частая настолько, что модель похожа на рассческу
Уже кучу пластика перевел. Какие еще будут идеи как можно победить деламинацию?
ну я же писал на 3-5й страницах, единственный способ - большая температура, просто попробуйте 280 поставить, все исправится
Обратите внимание на сопло и слой. Сопло 0.2, а слой 0.15, т.е. если считать что из сопла выходит прут сечением 0.2, то при сложении двух прутков получается относительно небольшой шов (тонкий) (представьте как из бревен стена дома строится). Попробуйте уменьшить слой до 0.1, с деламинацией станет получше, ИМХО. Мне помогло.
- Shlonik
- Сообщения: 1
- Зарегистрирован: 26 июн 2015, 20:15
Re: Тонкости и нюансы работы с АБС
![]() Myp » 26 июн 2015, 23:17
Myp » 26 июн 2015, 23:17
Shlonik писал(а):т.е. если считать что из сопла выходит прут сечением 0.2,
это не так, лень объяснять, можешь сам погуглить принципы работы слайсеров.
выдавливается совсем не "прут", и "шов" между двух линий экструзии больше чем реальный диаметр сопла.
-

Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: Тонкости и нюансы работы с АБС
![]() unigenum » 17 июл 2015, 19:45
unigenum » 17 июл 2015, 19:45
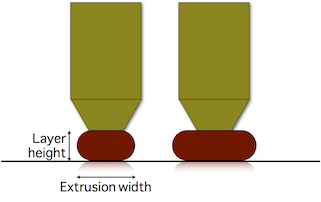
насмотришься таких горе-картинок, а потом взрыв мозга при настройке печати.
- extrusion-width.png (16.14 КиБ) Просмотров: 3824
- unigenum
- Сообщения: 705
- Зарегистрирован: 29 окт 2012, 13:55
- Откуда: СПб
Re: Тонкости и нюансы работы с АБС
![]() Oberon1 » 21 июл 2015, 13:20
Oberon1 » 21 июл 2015, 13:20
Приветствую
Столкнулся с такой проблемой при печати ABS на Wanhao i3 браслета
В центральной части браслета все более-менее, косяки на краях
Фото настроек куры (фотал на телефон, утром торопился на работу)
Печатал без поддержек, есть мнение что высокая температура, но почему по центру и в верхних слоях все нормально при той же температуре?
Столкнулся с такой проблемой при печати ABS на Wanhao i3 браслета
В центральной части браслета все более-менее, косяки на краях
Фото настроек куры (фотал на телефон, утром торопился на работу)
Печатал без поддержек, есть мнение что высокая температура, но почему по центру и в верхних слоях все нормально при той же температуре?
- Вложения
-
- кайма
-
- Настройки куры
-
- фото перевернутого браслета
-
-
-
- Тут лучше видно, первые слои выгнулись наружу, на шипах петли, чем выше тем качество лучше, с чем это связанно?
- Oberon1
- Сообщения: 3
- Зарегистрирован: 21 июл 2015, 13:08
Re: Тонкости и нюансы работы с АБС
![]() Myp » 21 июл 2015, 13:34
Myp » 21 июл 2015, 13:34
фотки у тебя капец огромные, открыть не смог.
но вроде похоже на перегрев, снизу горячий стол, пластик как желе и деформируется соплом.
верхние слои уже не так сильно подогреваются столом и печатаются нормально
после первого слоя температура стола должна снижаться и дуть надо сильнее.
Добавлено спустя 3 минуты 9 секунд:
я так понял что ты пытаешься расстояние между центрами двух периметров принять за ширину экструзии?
зачем?
ширина экструзии это именно то что нарисовано на картинке, ширина вылезающей "колбаски"
внешний периметр может быть шириной 0.3, а внутренний 0.6, тогда по твоей картинке расстояние между центрами двух колбасок будет 0.45
но эта цифра никакого значения не имеет.
но вроде похоже на перегрев, снизу горячий стол, пластик как желе и деформируется соплом.
верхние слои уже не так сильно подогреваются столом и печатаются нормально
после первого слоя температура стола должна снижаться и дуть надо сильнее.
Добавлено спустя 3 минуты 9 секунд:
unigenum писал(а):насмотришься таких горе-картинок, а потом взрыв мозга при настройке печати.
я так понял что ты пытаешься расстояние между центрами двух периметров принять за ширину экструзии?
зачем?
ширина экструзии это именно то что нарисовано на картинке, ширина вылезающей "колбаски"
внешний периметр может быть шириной 0.3, а внутренний 0.6, тогда по твоей картинке расстояние между центрами двух колбасок будет 0.45
но эта цифра никакого значения не имеет.
-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: Тонкости и нюансы работы с АБС
![]() Oberon1 » 21 июл 2015, 14:12
Oberon1 » 21 июл 2015, 14:12
Фотки уменьшил
Обдув вообще не включал, а надо ли?
И как в Куре задать температуру первых слоев, либо другой слайсер юзать?
Обдув вообще не включал, а надо ли?
И как в Куре задать температуру первых слоев, либо другой слайсер юзать?
- Вложения
-
-
-
-
-
- Oberon1
- Сообщения: 3
- Зарегистрирован: 21 июл 2015, 13:08
Re: Тонкости и нюансы работы с АБС
![]() mkile » 22 июл 2015, 08:12
mkile » 22 июл 2015, 08:12
Хотел бы поделиться опытом печати из АБС пластика, может кому будет полезно.
У меня Prusa I3 Rework с боуден экструдером.
У меня при печати возникали следующие проблемы:
- много крошек на шестернях движка
Решал это повышением температуры экструзии, уменьшением скорости ретракта, принудительным охлаждением движка экструдера.
- наплывы на краях боковых слоев
Отключение Z hop.
- коробление деталей
Корпус для принтера, нагрев стола минимум до 85С, с последующим догревом до 110.
- отклеивание от платформы, кривой стол
Пластикоацетоновая клеевая смесь нанесенная на платформу, рафт.
У меня Prusa I3 Rework с боуден экструдером.
У меня при печати возникали следующие проблемы:
- много крошек на шестернях движка
Решал это повышением температуры экструзии, уменьшением скорости ретракта, принудительным охлаждением движка экструдера.
- наплывы на краях боковых слоев
Отключение Z hop.
- коробление деталей
Корпус для принтера, нагрев стола минимум до 85С, с последующим догревом до 110.
- отклеивание от платформы, кривой стол
Пластикоацетоновая клеевая смесь нанесенная на платформу, рафт.
- mkile
- Сообщения: 28
- Зарегистрирован: 20 май 2015, 08:02
Re: Тонкости и нюансы работы с АБС
![]() Oberon1 » 22 июл 2015, 08:57
Oberon1 » 22 июл 2015, 08:57
Попробовал снизить температуру до 240 и включил охлаждение на первых слоях
Стало лучше но петли и прочие неровности остались(
Стало лучше но петли и прочие неровности остались(
- Oberon1
- Сообщения: 3
- Зарегистрирован: 21 июл 2015, 13:08
Re: Тонкости и нюансы работы с АБС
![]() Myp » 22 июл 2015, 14:26
Myp » 22 июл 2015, 14:26
можно попробовать рафт эдак на 20-30 мм, чтобы весь браслет печатался выше уровня на котором видны косяки.
-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: Тонкости и нюансы работы с АБС
![]() ruut75 » 20 авг 2015, 21:18
ruut75 » 20 авг 2015, 21:18
Тут недавно появилась такая вот проблема конкретно с АБС.В углах идет втягивание в саму деталь. Пробовал снижать температуру хотенда не помогает.Причем пробовал разный АБС(с ПЛА такого нету), все одно и тоже.Происходит это только первые 4-5мм детали.
- Вложения
-
-
- ruut75
- Сообщения: 88
- Зарегистрирован: 12 мар 2014, 21:25
Re: Тонкости и нюансы работы с АБС
![]() kindrat » 21 авг 2015, 14:50
kindrat » 21 авг 2015, 14:50
Стол перегрет, снижай его температуру.
- kindrat
- Сообщения: 207
- Зарегистрирован: 13 мар 2013, 14:31
- Откуда: Химки
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 5