Подскажите, в чем может быть причина?
Печатаю соплом - 0,3
Толщина слоя - 0,15
Скорость - 50
Температура экструдера (ABS) - 260
| |
roboforum.ruТехнический форум по робототехнике. |
|
![]() Surfovod » 15 июл 2015, 07:45
Surfovod » 15 июл 2015, 07:45
![]() Niobito » 15 июл 2015, 10:05
Niobito » 15 июл 2015, 10:05
![]() Myp » 15 июл 2015, 11:15
Myp » 15 июл 2015, 11:15
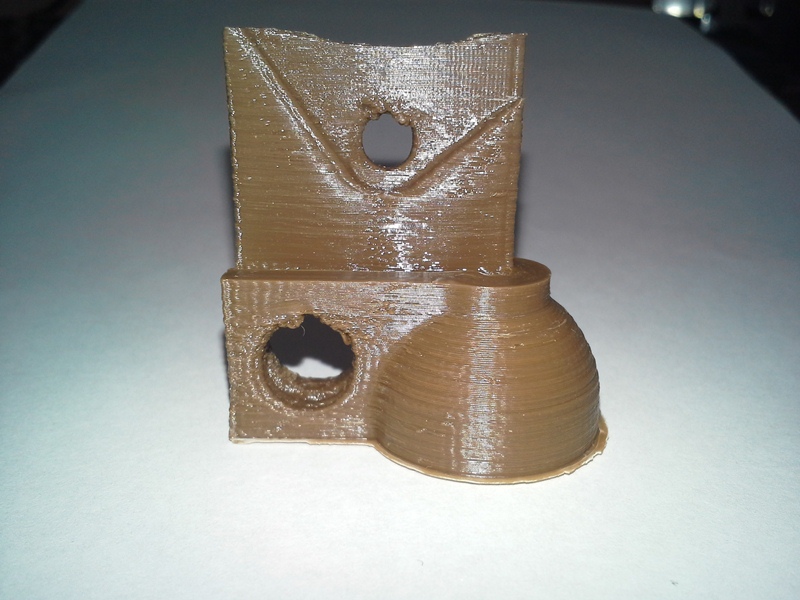
Surfovod писал(а):У меня возникла проблема с заплывшими отверстиями при печати.
Niobito писал(а):Хотэнд e3d с тефлоновой трубкой.

![]() Niobito » 15 июл 2015, 11:57
Niobito » 15 июл 2015, 11:57
Myp писал(а):купи барьер цельнометаллический, без тефлоновой вставки.
![]() Surfovod » 15 июл 2015, 12:19
Surfovod » 15 июл 2015, 12:19
Myp писал(а):1. зачем такая высокая температура, дым то не идёт ещё?
2. обдув модели должен быть сильнее.
![]() setar » 15 июл 2015, 12:29
setar » 15 июл 2015, 12:29

![]() Scald » 15 июл 2015, 14:51
Scald » 15 июл 2015, 14:51
![]() setar » 15 июл 2015, 14:58
setar » 15 июл 2015, 14:58

![]() Revenger » 15 июл 2015, 15:48
Revenger » 15 июл 2015, 15:48
Niobito писал(а):Доброго времени суток!)
При печати мелких деталек модели, получается проблема. Застревает пластик в хотэнде. Если я правильно понял, то образуется пробка из пластика. И экструдер не может его протолкнуть.


![]() Scald » 15 июл 2015, 16:15
Scald » 15 июл 2015, 16:15
setar писал(а):тут дело такое - градусы у всех разные
кроме шуток. у кого то термистр не откалиброван, у кого то таблица выбрана не соответствующая термистру, а еще бывает что показания смазываются каким нибудь термоклеем который этот термистр крепит.
![]() kefear » 20 июл 2015, 19:13
kefear » 20 июл 2015, 19:13
![]() kefear » 20 июл 2015, 19:26
kefear » 20 июл 2015, 19:26
![]() Myp » 20 июл 2015, 23:17
Myp » 20 июл 2015, 23:17

![]() Harh » 21 июл 2015, 09:44
Harh » 21 июл 2015, 09:44
Myp писал(а):чтобы исключить ошибки в калибровке по осям распечатай куб хотябы 150х150 миллиметров.

![]() kefear » 21 июл 2015, 10:08
kefear » 21 июл 2015, 10:08
Myp писал(а):ты бы ещё куб 1х1 мм напечатал и пытался там что-то измерить
вполне нормальная точность для 3д принтера.
чтобы исключить ошибки в калибровке по осям распечатай куб хотябы 150х150 миллиметров.
 Но хорошо, попробую сейчас напечатать с габаритами побольше)
Но хорошо, попробую сейчас напечатать с габаритами побольше)Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0