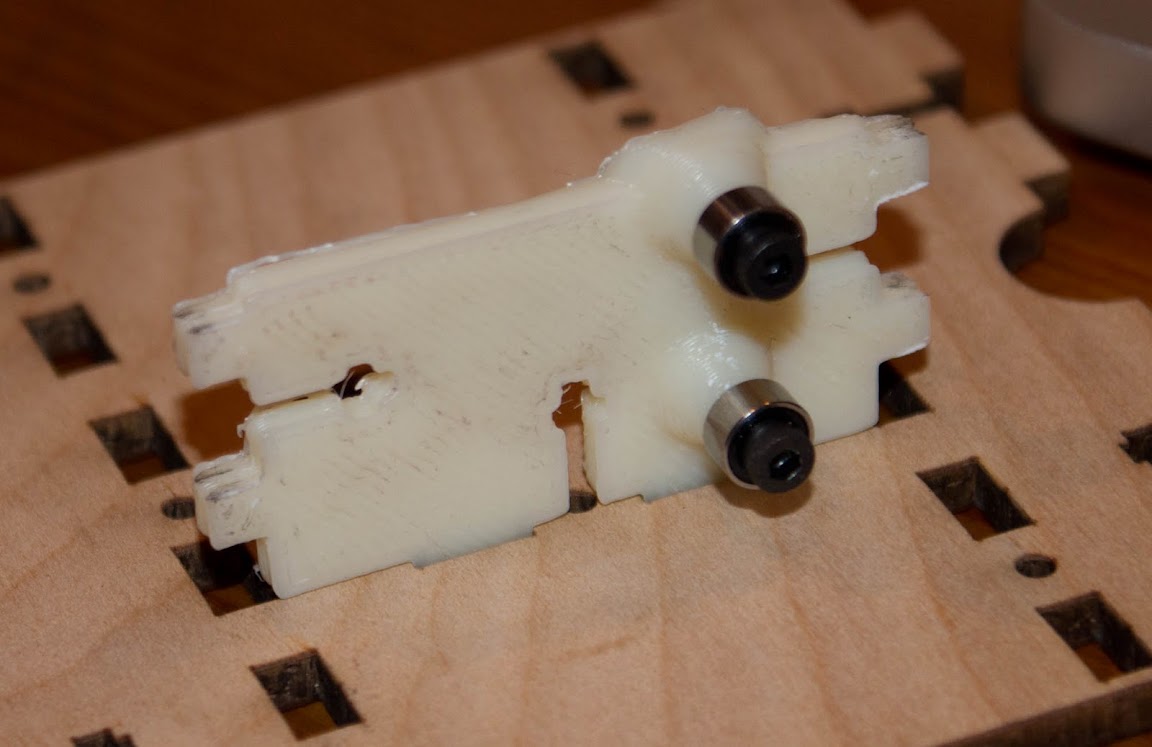
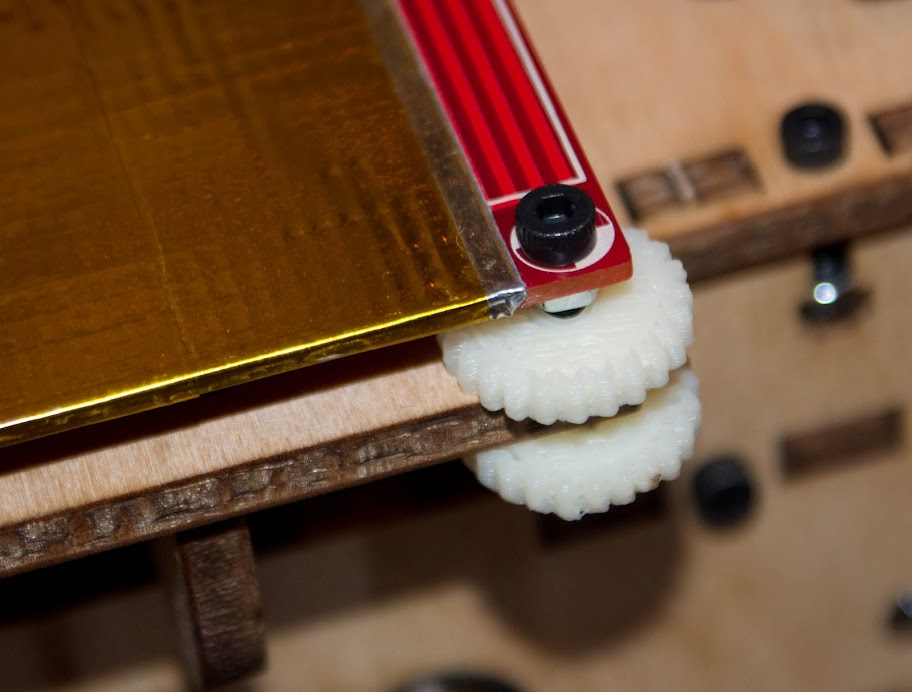
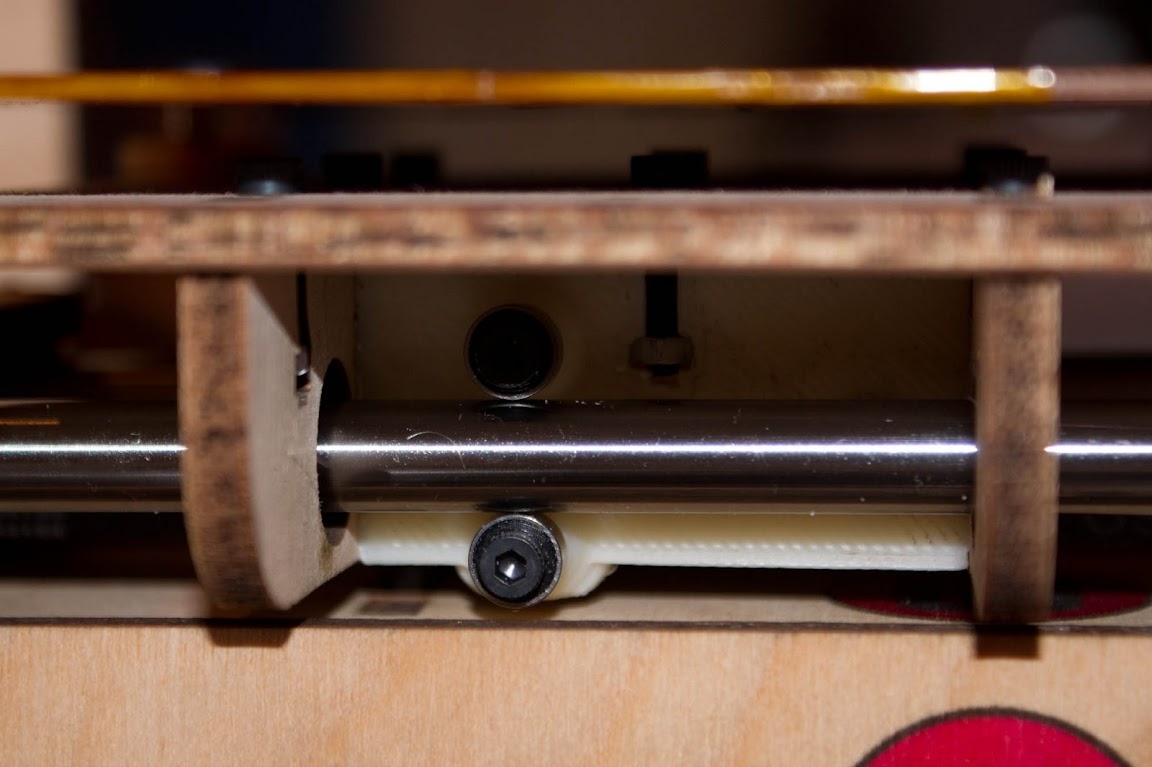
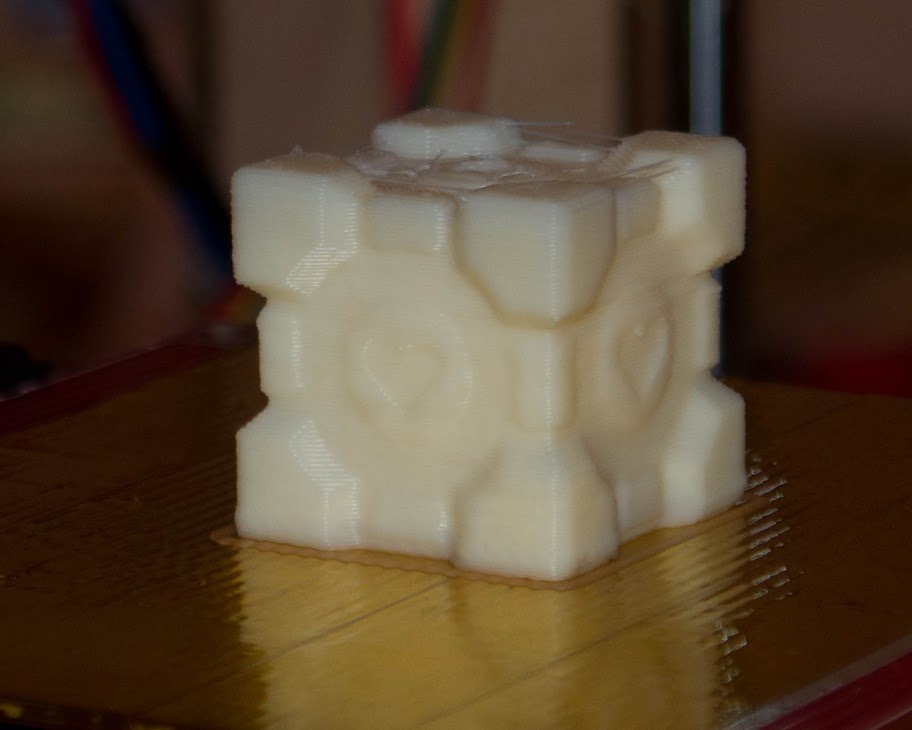
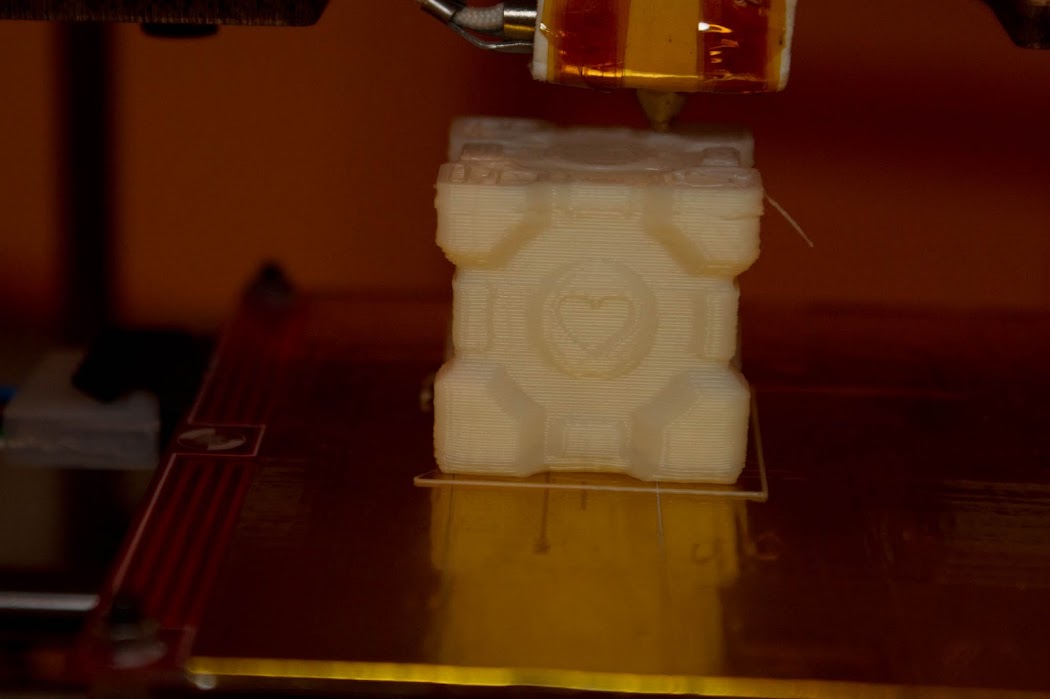
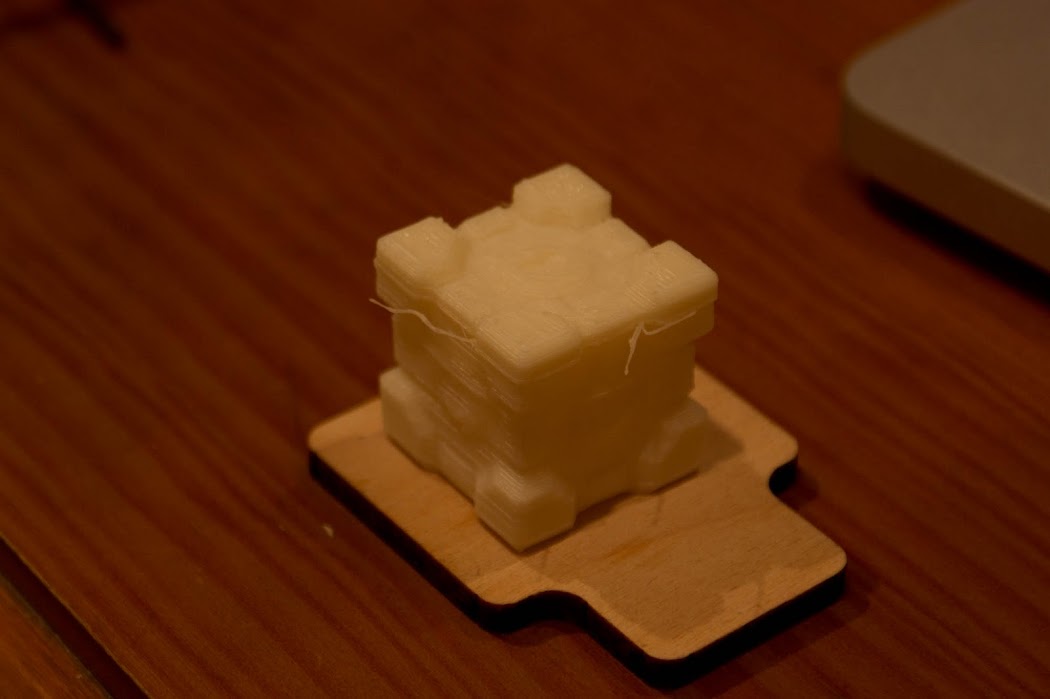
Собственно, немного ресерча. Более пристальное изучение компанион куба показало, что грани лежащие в плоскости X-Z достаточно ровные, а вот грани в Y-Z - имеют пропуски, углубления и прочую фигню. В результате есть подозрение, что плохо работает ось X. В общем даже если двигать оси ручками - на этой оси больше всего сопротивления. Гугление показало, что я не единственный, кто так думает, и уже есть вот такая штука:
http://www.thingiverse.com/thing:8625, которая призвана заменить подшипники скольжения на одном из валов. Надо будет на досуге поискать подходящие подшипники и напечатать.
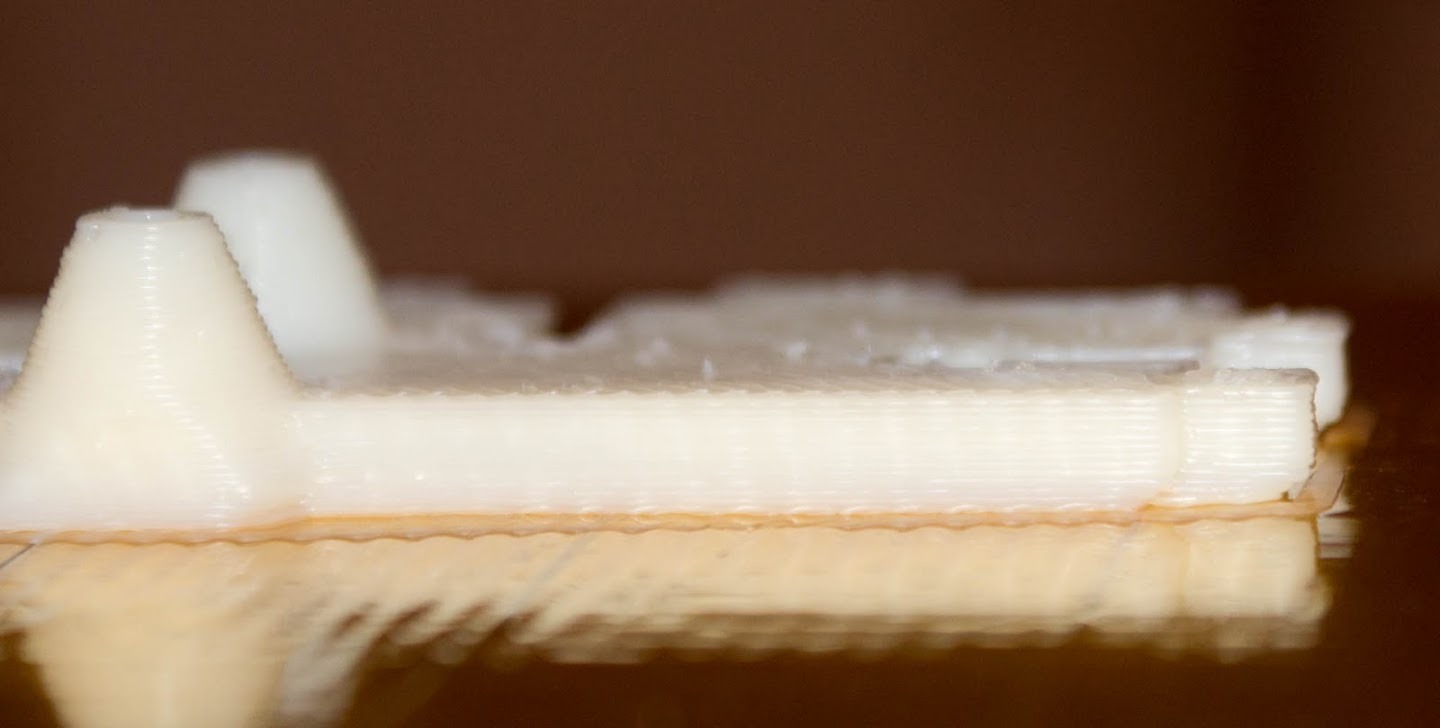
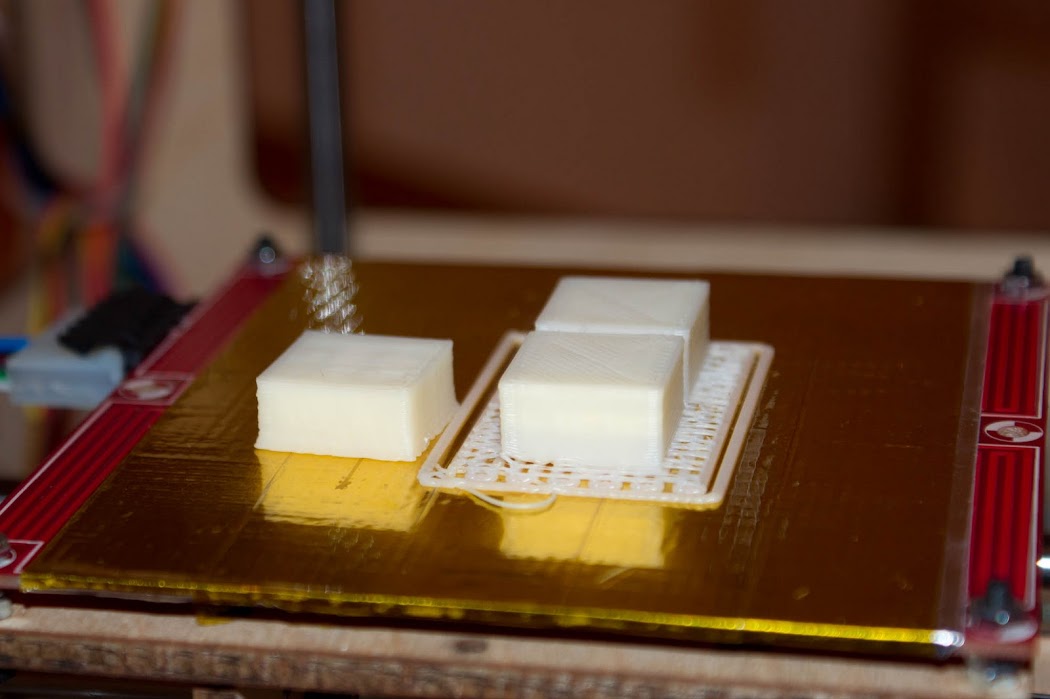
Тем временем, посмотрел на свою распечатку кубика из однослойных стенок (
http://www.thingiverse.com/thing:2064) - она выглядит прямо очень хорошо, и есть подозрение, что это именно из-за однослойности стенок - сопло немного плющит слой, но ему нечего расталкивать по бокам. В общем надо калибровать.
Нашел набор статей:
http://davedurant.wordpress.com/2010/11 ... -articles/ в которых описана теория неплохо.
Буду потихоньку читать и конспектировать.
Добавлено спустя 1 час 35 минут 38 секунд:Конспектировать лень. Глобально, есть 4-5 параметров важных: толщина слоя, отношение ширины линии к толщине слоя(w/t), скорость с которой мотор запихивает пластик в экструдер(flow rate), скорость с которой голова двигается(feed rate), ну и еще толщина пластика(filament width), которая вместе с flow rate определяет какой объем пластика реально будет помещен в экструдер в единицу времени. С точки зрения полученного принта, важны два: толщина слоя(фактически это разрешение) и w/t(определяет как хорошо слоя будут сцеплены между собой). А flow rate и feed rate в общем-то помогают достичь указанных параметров.
Что интересно, насколько я понял, диаметр сопла практически не влияет на качество печати, он определяет только крайние пределы для части из этих параметров (ну и еще пишут что на перемычки влияет). Ну и еще про сопло - оно вполне осознанно используется для сплющевания только что выплюнутого пластика (тем самым достигается w/t > 1). Соответственно если w/t будет слишком большим, то на сопле может начать скапливаться пластик.
В результате настройка профиля skeinforge сводится к тому, чтобы выбрать первые два, и настроить вторые два так, чтобы добиться выполнения первых двух. Логика подсказывает, что все должно подчиняться идее о том, что объем пластика, засунотого в экструдер, равен объему пластика, вышедшему из экструдера.
Т.е. скажем если у нас пластик в 1.75мм(fW) и flow rate в 20мм/минуту, то за минуту в экструдер мы впихиваем pi*(fW/2)^2*flowrate мм^3 пластика, в нашем случае 3.141*0.765*20=48 мм^3 в минуту. И пусть дальше мы хотим достичь слоя в 0.3мм с w/t == 1 (крайний случай, получаем идеально-цилиндрическое экструдирование), мы должны двигаться со скоростью 48/(3.141*(0.3/2)^2) = 685 мм в минуту, или 11 мм в секунду.
В общем какие-то такие рассчеты, почему-то пока ни в одной доке в интернетах я их не нашел, но выглядит пока логичным. Надо поискать, может есть какой-то софт, который умеет это уже сразу считать и сам настраивать профиль.
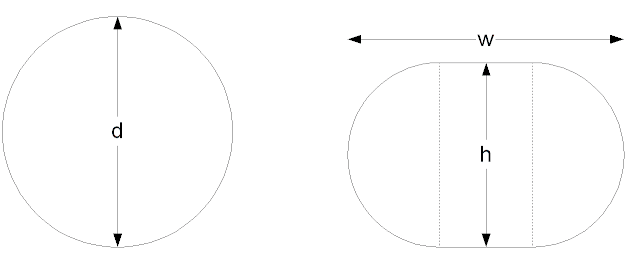
Добавлено спустя 1 час 27 минут 22 секунды:Ищущий да обрящет. Вот примерно те же рассчеты, что делал я (но для w/t>1):
http://hydraraptor.blogspot.com/2011/03 ... -rate.htmlЕсли коротко, то вот такая формула: d = h√(1+ 4(a - 1) ⁄ p) (где а = w/t)
 Добавлено спустя 2 минуты 25 секунд:
Добавлено спустя 2 минуты 25 секунд:Ну и сразу да, в skeinforge версии 41 (?) появился плагин Dimension, который, как я понимаю, умеет это все считать сам. ReplicatorG последней версии бай дефолт используется скеинфорж версии тридцать-какой-то.
Click the dimension tab. This is the plugin that is the engine of Skeinforge 41. The idea is simple, by knowing your filament diameter and having your extruder set to pull exactly the amount of filament you tell it to pull, skeinforge calculates exactly how much plastic to extrude for you based on the settings you decide to use. In older versions, every time you made a change to one of the settings, you would have to adjust a bunch of other settings to get the new setting you wanted to work right. For example, if you wanted to change your layer height, you would have needed to change your flowrate and width over thickness settings to get the layer height you wanted to work. And if you got one of these settings wrong (which is very easy to do, even if you know Skeinforge well), your print would look terrible! Now, with the dimension plugin, if you change a setting such as layer height (which is a large factor in the resolution of your print), since it knows your filament diameter and exactly how much filament will be going into the machine, it can calculate all the settings for you.
Добавлено спустя 22 минуты 16 секунд:Описание, вырытое из недр гугло-группы makerbot operators, как заставить работать ReplicatorG и ToM с новой версией skeinforge (44):
1) Copy the start/end.gcode files, and change the RPM timings to 5D moves.
Specifically, the Pre-Wipe commands in start become:
(**** begin pre-wipe commands ****)
G1 X50 Y-60 Z10 F3300.0 (move to waiting position)
M6 T0 (wait for toolhead parts, nozzle, HBP, etc., to reach temperature)
G0 X45 Y-57 (Position Nozzle)
G0 Z0.6 (Position Height)
G92 E-3 (set extruder to -3mm)
G1 E0 F130.0 (Create Anchor, at ~4RPM)
(**** end pre-wipe commands ****)
And the retraction (filament reversal) part of end becomes:
(**** begin filament reversal ****)
G92 E3 (set E at 3mm)
G1 E0 F4800.0 (backup filament 3mm, fast)
(**** end filament reversal ****)
You no longer are dealing with RPM and timings. If you want it to move the filament 3mm, you tell the E axis to a position 3mm higher than where it is.
So, in the start code, we use G92 E-3 to set the E axis to −3 (without moving), and then we use G1 E0 F130.0 to move the extruder to 0, or forward 3mm, at a speed of 130mm/minute, or 2mm/second.
2) Change you profile settings so that the feedrate is always equal to the flow rate. Feedrate and flow rate multipliers should always be the same as well, unless you have a good reason to do otherwise. Enable Dimension. Measure your filament diameter carefully and enter that value in Dimension. For a Mk6 printing ABS set your packing density to .85, and for a Mk7 printing ABS set it to .96. For PLA it should almost always be 1.
In Print-O-Matic the Packing Density is called “Final Volume (%)”, and it’s entered as a full percentage. So a Mk6/Mk6+ printing ABS would be 85 and a Mk7 printing ABS would be 96. For PLA it would be 100.
3) Modifying thingomatic.xml to use the makerbot4g (no “a” on the end) driver. Make sure you select this new Machine Type.
Once you are printing, if you have the filament measured correctly, then you can modify the packing density to get the right amount of plastic. If you get too much plastic, raise the packing density. A valid range is between 85% and 100%.
Сама тема на всякий случай:
http://groups.google.com/group/makerbot ... 8065668a3aДобавлено спустя 3 минуты 4 секунды:Пропущенный в описании пункт: invert the A axis in the Motherboard Onboard Prefs.




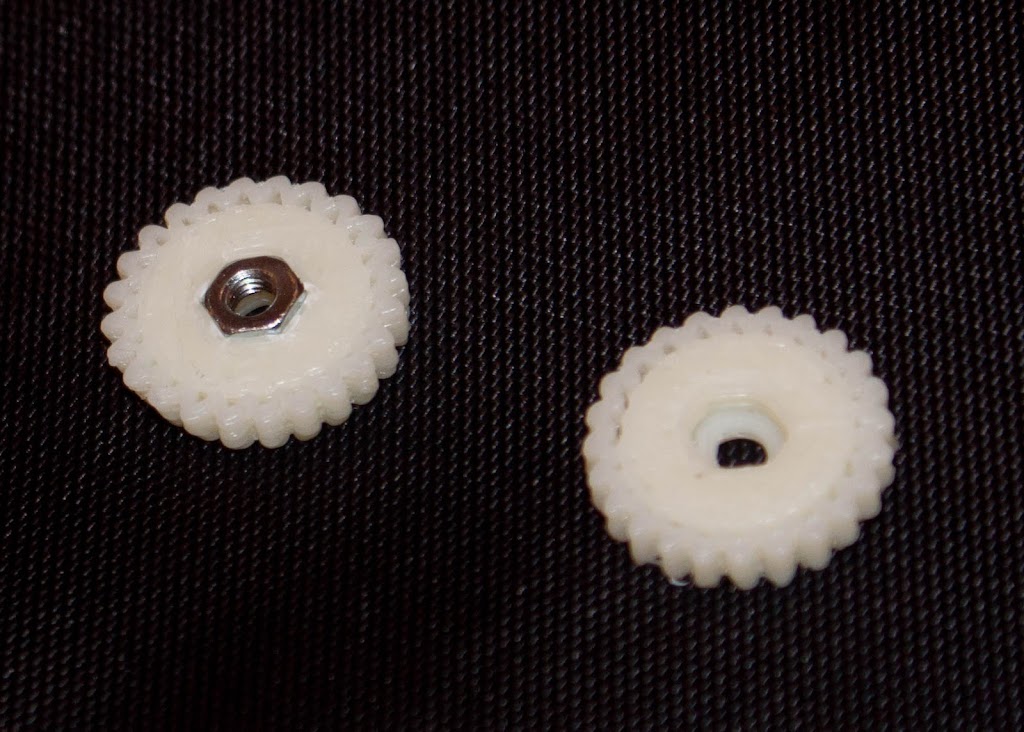
 , и получил полный пипец как результат. Фоток не сделал, ибо был дюже расстроен. Главная не понятная мне пока проблема - отверствие под гайку вышло не симметричным! С этого у меня сейчас печаль и горе.
, и получил полный пипец как результат. Фоток не сделал, ибо был дюже расстроен. Главная не понятная мне пока проблема - отверствие под гайку вышло не симметричным! С этого у меня сейчас печаль и горе.