разумеется, это TOP технологии.
до массового рынка если и дойдет но года через 3
roboforum.ru
Технический форум по робототехнике.
Новичкам. Задай вопрос - получи ответ
Re: Новичкам. Задай вопрос - получи ответ
ilalexey писал(а):У меня в ендскрипте прописано так:
- Код: Выделить всё • Развернуть
G28 ; home all axes
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M84 ; disable motors
M300 S3000 P1000 ; beep
А в самом файле выходит так:
- Код: Выделить всё • Развернуть
G92 E0
G1 E-4.0000 F1800
; layer end
G28 ; home all axes
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M84 ; disable motors
После печати я ещё вручную немного выдавливал иногда, но старт всё равно тяжёлый после этого.
Обязательно найти где добавляется ретракт и, - или отключить его полностью, или добавить после "G28 ; home all axes" анретракт, больший чем ретракт. Причина пробки, кмк, проста: расплавленный пластик ретрактом поднимается выше зоны расплава, там остается и застывает (т.к. нет анретракта, как во время печати). Соответственно, при следующем начале печати застывший пластик выше зоны плавления просто не может расплавится.
Re: Новичкам. Задай вопрос - получи ответ
3DCTO писал(а):или добавить после "G28 ; home all axes" анретракт, больший чем ретракт.
Мне это больше нравится.
Re: Новичкам. Задай вопрос - получи ответ
там остается и застывает
Да уже вроде выработали версию, почитай выше. Скорее всего пластик встает в авторском термобарьере, в перешейке. Так что предлагаю эту тему пока не мусолить, ialexey проверит, если не поможет - будем думать что еще может быть.
Re: Новичкам. Задай вопрос - получи ответ
ilalexey писал(а):3DCTO писал(а):или добавить после "G28 ; home all axes" анретракт, больший чем ретракт.
Мне это больше нравится.
У меня тоже пластик в сопле купорится и не сразу идет. По разному пробовал и функцию прочистки сопла включал в итоге остановился на самом простом. После G28 сопло едет за край стола и выдавливает туда пластик, надо поиграться с количеством и скоростью выдавливания пластик. Если большую скорость ставить то на столе сразу появляется большая блямба, если маленькую то не сразу пойдет. Потом сопло опускается до 2 мм до стола и едет уже на печать. На краю стола закреплена чистящая полоска и во время этого движения сопло чистит остатки пластика об нее.
Вот жи код.
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
M104 S220
M190 S100; set bed temp
M300 S300 P5000; Гудок
M104 S235
G92 Z0; Подтягивание кареток вверх из за G28 глюка
G1Z150 F3000
G28
M420 L02 S1 F10; Включение автоуровня, стол 2, высота 10
G1 X0 Y-110 Z30 F3000
G1 X0 Y-110 Z5 F3000
M109 S240; Окончательный разогрев сопла.
G1 E6 F100; Выдавливание пластика для прочистки сопла
G1 X0 Y-110 Z2 F2000; Опускание до уровня чистящей полоски.
G92 E0
M117 Printing;
Re: Новичкам. Задай вопрос - получи ответ
wandergraft писал(а):У меня тоже пластик в сопле купорится и не сразу идет.
То, что пластик не сразу идет - это нормально. Он можент вытекать при простое с нагретым хотэндом, это может быть длинный финишный ретракт. Для этого в слайсерах обычно перед началом печати сопло делает минимум один "круг почета", чтоб сопло "расписалось". Я лично делаю два, т.к. одного маловато иногда бывает. Заодно и все "козюльки" на двух кругах с сопла переезжают на стол
 Но это не то, что у ialexey. Я так понял из описания, у него пока рукой пруток не протолкнешь - экструдер сам не может пластик выдавить. И это не нормально.
Но это не то, что у ialexey. Я так понял из описания, у него пока рукой пруток не протолкнешь - экструдер сам не может пластик выдавить. И это не нормально.Re: Новичкам. Задай вопрос - получи ответ
Alex Post писал(а):То, что пластик не сразу идет - это нормально.
Alex Post писал(а): Я так понял из описания, у него пока рукой пруток не протолкнешь - экструдер сам не может пластик выдавить.
Рано или поздно он сам справляется. Я наверно придираюсь. Почувствовав пальцами процесс, ситуация показалась не нормальной.
Re: Новичкам. Задай вопрос - получи ответ
Alex Post писал(а):wandergraft писал(а): Для этого в слайсерах обычно перед началом печати сопло делает минимум один "круг почета", чтоб сопло "расписалось". Я лично делаю два, т.к. одного маловато иногда бывает. Заодно и все "козюльки" на двух кругах с сопла переезжают на стол
Почему то в последнем кисляйсере такие "круги почета" убрали поэтому приходится мудрить. А если уже пластик только от руки можно протолкнуть то это в хотенде дело. Обычно такое с ПЛА случается, может трубку поставить тефлоновую и охлаждение увеличить.
Re: Новичкам. Задай вопрос - получи ответ
Приветствую. Есть нормально работающие экструдеры с боковым входом прутка? По классике всё вертикально и большой высоты. Интересна схема с минимальной высотой и боудэн.
Re: Новичкам. Задай вопрос - получи ответ
я так делал, работает но не удобно в ситуациях требующих обслуживания.
в том числе сложно протолкнуть пруток для оценки не забилось ли сопло.
в том числе сложно протолкнуть пруток для оценки не забилось ли сопло.
Re: Новичкам. Задай вопрос - получи ответ
не сильно перемудрил?
Re: Новичкам. Задай вопрос - получи ответ
Ну первое что пришло в голову: берем радиатор от CR10 типа https://www.aliexpress.com/item/3D-Prin ... 29543.html верхний фитинг не ставим, вместо него делаем "загибулину" вбок с резьбой под фитинг и собираем это все в кучу. Но обслуживать это будет грустно, как отметил setar.
Если все равно высоковато - идем еще дальше: берем стандартную сборку нагреватель+барьер и делаем под нее кастомный плоский радиатор, возможно сразу с приспособлением для загиба и удержания боудена. Этот вариант требует металлообработки на уровне фрезерования алюминия.
Если все равно высоковато - идем еще дальше: берем стандартную сборку нагреватель+барьер и делаем под нее кастомный плоский радиатор, возможно сразу с приспособлением для загиба и удержания боудена. Этот вариант требует металлообработки на уровне фрезерования алюминия.
Re: Новичкам. Задай вопрос - получи ответ
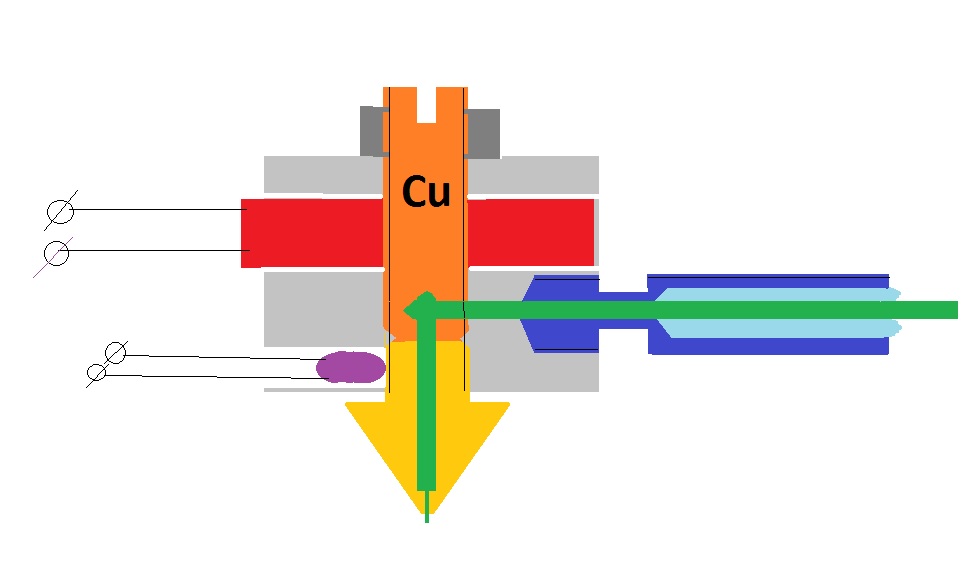
основная проблема при повороте - согнуть термобарьерную трубку из нержавейки, как это сделать для CR10 не догадываюсь. Альтернатива - колхоз как на рисунке.
Цель применения - СКАРА, там подача филамента вдоль плеча и голова опирается на плоскость в горизонтали.
Цель применения - СКАРА, там подача филамента вдоль плеча и голова опирается на плоскость в горизонтали.
Re: Новичкам. Задай вопрос - получи ответ
DustNV писал(а):не сильно перемудрил?
Имхо вот здесь, в повороте 90* будет постоянно задерживаться (не застревать) пластик, обгорать, и потом эти огарки могут забивать сопло. Это случается на обычных хотэндах, когда между термобарьером и соплом возникает щель. А тут две сверловки глухих - прям карманы для пластика. Ну и с ретрактом ИМХО беда будет на такой конструкции. Хотя, конечно, нужно пробовать. У Циклопа два поворота на 90* - работает же как то...
Добавлено спустя 50 секунд:
DustNV писал(а):основная проблема при повороте - согнуть термобарьерную трубку из нержавейки
Зачем? Короткий термобарьер, и дальше гнуть только тефлон.
Добавлено спустя 2 минуты 21 секунду:
И "поджимающий" сердечник из меди это лишнее. Если и делать так - точить целиком нагреватель, сверлить в нем каналы и только сопло делать съемным.
Re: Новичкам. Задай вопрос - получи ответ
Была такая мысль, я её думал. Какой радиус изгиба у самых хрупких филаментов? Ретракт не обломается?
Изгиб со своим радиусом добавит высоты на сколько?
У прутка ожидается очень небольшое осевое вращение, от нагара и застревания должно немного помочь. Если я конечно не ошибаюсь в том, что такое вращение возможно.
Изгиб со своим радиусом добавит высоты на сколько?
У прутка ожидается очень небольшое осевое вращение, от нагара и застревания должно немного помочь. Если я конечно не ошибаюсь в том, что такое вращение возможно.