Технический форум по робототехнике.
Deicid » 11 ноя 2023, 12:41
Добрый день , с недавнего времени принтер начал печатать сеткой и с зазорами между линиями ( Раньше печатал на старой куре она печатает грубо но правильно. В новой куре кайма с зазором была и сейчас есть а вот детали печатало без зазоров между линиями... То есть при печати даже видно как идет сначала отступ от напечатанной линии расстоянием примерно с линию а потом печать уже реальной линиии пластиком.... То есть получается линии печати идут через одну... Что бы это могло быть ? Я уже и куру на другую переставил сбрасывал настройки программы на дефолт ничего не помогает , хотелось бы разобраться в чем причина потому что и стенки и заполнение печатается млин сеткой и с зазорами а не сплошной поверхностью.

Deicid » 15 ноя 2023, 15:20
Вот еще пару фотографий на них четко видно что принтер печатает линия через линию и с некоторым зазором... Менял сопло прочищал хотенд менял подачу пластика в процентах это ничего не дало. Это ккой то программный глюк какую галочку надо нажать в куре что бы он обратно начал печатать как было ? )


Angel71 » 21 ноя 2023, 05:08
Давно с принтерами не возился, может чего и поменялось. Одно время после обновления кура начала в некоторых местах между стенками и заполнением зазоры делать. Не прям везде (и далеко не на каждой модели), а только в некоторых местах, хотя на превью всё нормально выглядело, так же как и в других местах, где нормально печатало. Никакие настройки (в том числе процент перекрытия оболочек и заполнение зазоров между стенками) не помогали. К этому моменту ещё очень достала коряво-глючная система настроек. Поменял какой параметр, она там что-то где-то ещё поменяла. Поменял обратно, а все настройки назад не возвращает. При переключении пресетов тоже не все настройки меняло. И т.д. Попробовал prusaslicer, вполне всё устроило и кура отправилась в мусорник
На первой фотографии юбка похоже просто не может быть напечатана нормально из-за того, что сопло слишком высоко. На последних двух фото видно не так что бы очень, но есть подозрение, что поменялись какие-то алгоритмы и это всё решается настройками.
McDos » 05 дек 2023, 17:06
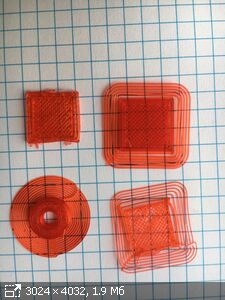
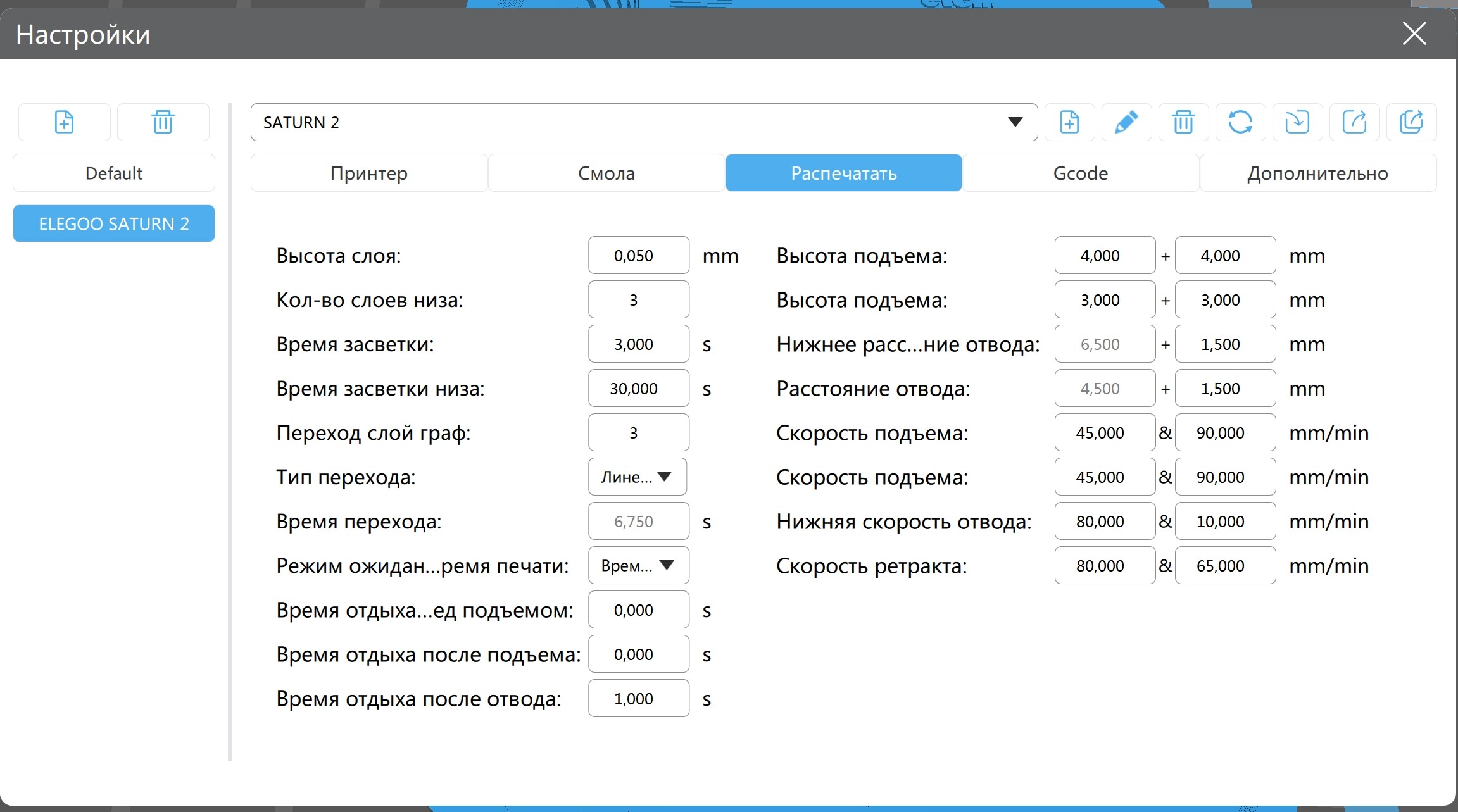
Добрый вечер, граждане. Вот, начал осваивать 3D принтер Elegoo Saturn 2 и напечатал калибровочные модельки вот при таких настройках и плоском расположении моделей на подошве.
Модельки лежали в противоположных углах и результат оказался не до конца удовлетворительным.
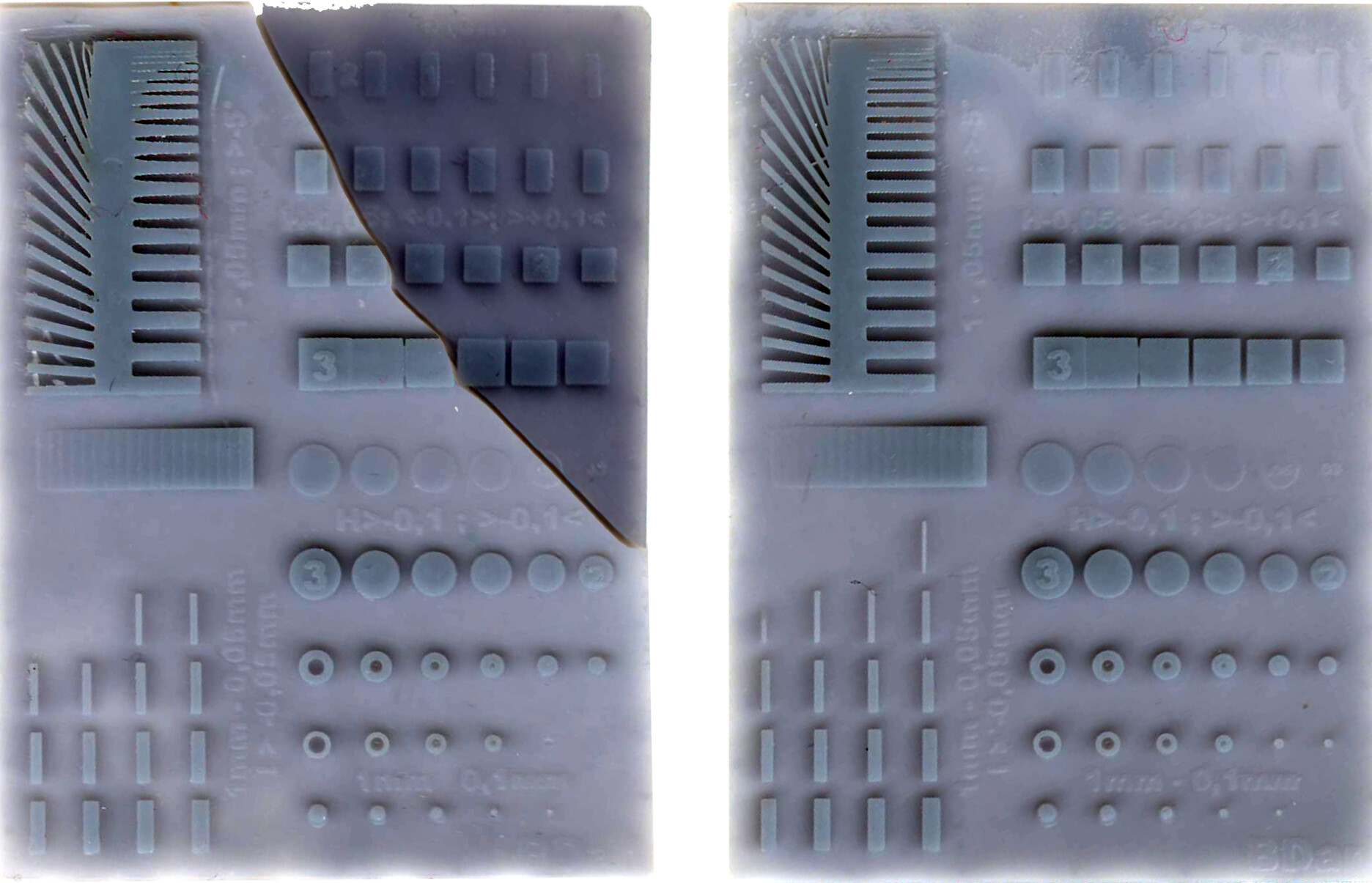
Как видите, в разных концах распечаталось по разному, но в обоих случаях есть не пропечатанные примеры. Кто подскажет куда крутить, что тянуть, чтобы распечатка была полной или для выбранной смолы такая уже хорошо.
concretebox » 09 фев 2024, 05:29
Здравствуйте, помогите пожалуйста советом. В каком разделе форума можно задать вопрос или на каких форумах еще можно поискать помощи / ответа или есть ли кто-то, кто сможет помочь с правильным подбором электропривода (шаговый или серво), редуктора и соединения с вращающимся валом в жидкой среде (для исключения попадания этой среды наружу). Есть примерно понимание что требуется, но нет знаний в технических деталях и параметрах этих элементов, а также контроллерах (скорости, остановки и т.д.). Хочется получить либо совет, либо нанять специалиста для решения конкретной задачи.
 Просмотров: 15867")
- Общий вид электропривода с редуктором (нужно понять производителя, крутящий момент и т.п., какие-то данные есть уже).
 Просмотров: 15889")
- Вид муфты - подшипника или как его правильно называть.
hlon » 29 май 2024, 01:12
У меня anycubic photon mono 2 . Первый раз тестовый кубик напечатал хорошо. Потом еще одну модель норм . А вот третью напечатал лишь наполовину - и все- теперь только делает вид что печатает- а ничего не печатается . Плз скажите - почему ?
Harh » 12 июн 2024, 13:03
Может быть банальное, что нужно слить фотополимер и почистить ванночку, протерев, например, ацетоном. По моему опыту хватает на несколько печатей между чистками, потом требуется такая манипуляция. Может быть это еще от конкретного фотополимера зависит, тут не знаю.
lav-red-devil » 16 авг 2024, 10:10
всем привет. купил себе небольшой 3д принтер нептун 3 про. немного начал печатать цветочные горшки для жены все супер но с более тонкими работами ничего не получается. я так подозревала что дело в ретракте сейчас у меня стоит 3.8мм. пользуюсь стандартной программой elegoo cura. принтер настраивал по ютубу по каналу voltNik.
- Вложения
-
 Просмотров: 13985")
setar » 19 авг 2024, 17:56
а в чем вопрос ?
Есть ограничения технологии и класса оборудования.
Вы обнаружили эти пределы.
Добавлено спустя 24 минуты 55 секунд:
Если речь про наплывы в верхней части - тут ретракт вообще не при чем, ибо штырь один, а ретракт применяют при перепрыгивании меж островами.
Тут совокупность механической вибрации возвышенного штыря малой прочности и чрезмерной для такой работы скоростью.
До некоторой степени убирается минимальной скоростью печати одного слоя (в 20-30сек), через это произойдет замедление.
Но органичение все равно - механическая прочность и вибрации штыря
Начинающий » 29 авг 2024, 20:29
Доброго времени суток.
Подскажите пожалуйста какая оптимальная температура печати для PETG пластика, т.к. в интернете получается разбежка от 240-260C, по моему это слишком.
Плюс попытался распечатать тонкостенную башню, чтоб оценить слипаемость и экструзию на разных температурах 255-246(разбежка в 1 градус снизу 255С), особой разницы честно сказать не увидел, кроме того, что на 255 вроде как дырка после ретракта меньше когда идет на новый круг.
Также интесно узнать с чем может быть связано явление недокструзии как я понимаю на разных высотах.
Фотографии положил на яндекс диск, т.к. для форума мне кажется по 2,5Мб будет слишком
https://disk.yandex.ru/d/FE8irtEliZCaEg
Harh » 31 авг 2024, 00:09
Ну вообще я всегда 230 печатал, как и АБС. Сколько встречал рекомендаций, везде у него те же температуры писали, что и у АБС. Просто пластик в плане температур более капризный - часто не успевает остывать, что очень сказывается на больших наклонах при небольших периметрах/времени слоя. Ну и ретракт, если боуден, более капризный.
Начинающий » 31 авг 2024, 16:45
Спасибо за ответ, оказывается и на 221С можно печатать

поигрался сегодня с ретрактом, вроде по веселее стало после уменьшения с 7 на 5мм.
suprunai » 15 окт 2024, 16:20
Добрый день!
Есть плата mks robin nano v3.1 и драйвер dm542s, а также адаптер Lerdge, блок питания 24В и шаговый двигатель.
Прошу помощи в том как их подружить. Вот так я подключил. Удержание есть а шаги двигатель не делает.
Что сделал не так?
- Вложения
-
 Просмотров: 12440")
Начинающий » 01 ноя 2024, 14:21
Доброго времени суток.
Это снова я с PETG пластиком.
Пытаюсь напечатать сопло, но при переходе к конической части детали пластик начинает топорщиться верх. Подозреваю что дело может быть в угле наклона, но все же хотелось бы узнать возможно это как то лечится, кроме как изменением угла?
Печатаю PETG с обдувом 100% температура стола 70C
Фотографии тут
https://disk.yandex.ru/d/FE8irtEliZCaEg
Начинающий » 02 ноя 2024, 23:03
Вопрос закрыт.
Оказалось проблема была в слишком слабом обдуве для скорости, на которой я пытался печатать(55мм/с).
На скорости 18мм/с удалось +/- нормально распечатать.



