
roboforum.ru
Технический форум по робототехнике.
hudbrog - учимся печатать в 3д
Re: hudbrog - учимся печатать в 3д
Так то - ты
Re: hudbrog - учимся печатать в 3д
setar писал(а):прошивку компилировать мы не умеем, а принтеры 3D продаем...
Не вижу связи. Не обязательно уметь компилировать прошивку, чтобы продавать 3D-принтеры. Продажа - это не производство.
Re: hudbrog - учимся печатать в 3д
 есть два пути - реально быть в теме и продавать коробки.
есть два пути - реально быть в теме и продавать коробки.клиенты есть и у тех и других.
первые берут знаниями вторые объёмами продаж с мизерной наценкой.
Клиенты наевшись "дешего но разбирайся сам" рано или поздно приходят к тем кто в теме.
Это личный мой взгляд на жизнь, никому не навязываю
но продавать коробки - ой как скучно
Re: hudbrog - учимся печатать в 3д
setar писал(а)::) есть два пути - реально быть в теме и продавать коробки.
клиенты есть и у тех и других.
первые берут знаниями вторые объёмами продаж с мизерной наценкой.
Клиенты наевшись "дешего но разбирайся сам" рано или поздно приходят к тем кто в теме.
Это личный мой взгляд на жизнь, никому не навязываю
но продавать коробки - ой как скучно
эээ ну это очень упрощенный взгляд. Жизнь, она цветная. Есть производители комплектующих, есть интеграторы (сборочное производство), есть дилеры и субдилеры, есть гаражные коллективы, есть креативные пользователи в конце концов
и все по-своему интересно.Сложные агрегаты продают с обучением, специалист выезжает на место покупки и обучает клиента, либо клиент едет и учится в учебном центре продавца. Постепенно начинают использоваться веб-семинары через интернет. Если у клиента проблемы, есть саппорт, который может быть третьей фирмой, ни производством, ни продажами не занимающейся. А еще есть сервис-центры, логистика, службы доставки и прочий аутсорс. И везде есть свои конкуренты, рынки, ниши... На одних знаниях далеко не уедешь, нужны и другие... и знания и люди... как-то так ))
Re: hudbrog - учимся печатать в 3д
развлекался печатью фигурок
это печать с обдувом и высокой скоростью (h0.3 v200)
для более качественной печати нужно понижать скорость
Добавлено спустя 1 минуту 44 секунды:
ещё в этой модели я просадил вертикальную толщину она 0.8 а нужно 1.1-1.3
это печать с обдувом и высокой скоростью (h0.3 v200)
для более качественной печати нужно понижать скорость
Добавлено спустя 1 минуту 44 секунды:
ещё в этой модели я просадил вертикальную толщину она 0.8 а нужно 1.1-1.3
- Вложения
-
Re: hudbrog - учимся печатать в 3д
Про вертикальную толщину не понял. Ты имеешь в виду w/h?
А вообще зачет, для скорости в 200мм/с результат просто отличнейший.
А вообще зачет, для скорости в 200мм/с результат просто отличнейший.
Re: hudbrog - учимся печатать в 3д
да, w/h
я вообще не очень понимаю какая она должна быть (какая получается когда ставишь 0=auto)
я вообще не очень понимаю какая она должна быть (какая получается когда ставишь 0=auto)
Re: hudbrog - учимся печатать в 3д
Имхо она достаточно фиксированная. Т.е. для сопла в 0.3мм, экструзия в воздух круглой, диаметром примерно в 0.35. Соответственно если ты хочешь слой тоньше - то надо увеличивать ширину, т.е. размазывать сильнее =) Оно очень хорошо должно автоматически этот параметр определять.
Re: hudbrog - учимся печатать в 3д
Кстати не встречалось ли технологии контроля диаметра сопла? У меня makergear, маркированы 0.35 (точнее просто"35"), но мало ли
Re: hudbrog - учимся печатать в 3д
не, не встречалось. насколько я понимаю, диаметр сопла - только верить производителю
Добавлено спустя 2 часа 56 минут 49 секунд:
Посмотрел на setar'а и тоже напечатал йоду =) Слой 0.2, скорость 50мм/с, инфил 0, 2 периметра(высота модели около 70мм, время печати где-то 1 час 20 минут). Дырки - косяки печати без заполнения.. Завтра попробую напечатать слоем 0.1 и скоростью в 70мм/с
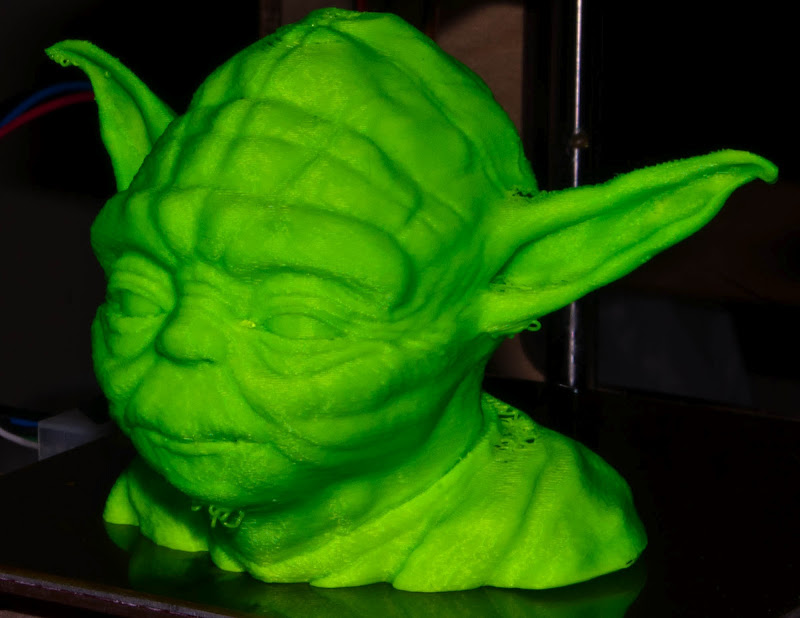
Пока печатал - наткнулся на смешную штуку. При печати периметра первого слоя - температура экструдера просела на 20 градусов и печать обломилась(экструдер начал пропускать шаги). Поднял температуру до 230 градусов, на первом слое опять просело, а потом вернулось постепенно до 230 и напечатало нормально. Видимо параметры PID'а надо подкрутить, не успевает быстро среагировать на просад температуры..
Добавлено спустя 2 часа 56 минут 49 секунд:
Посмотрел на setar'а и тоже напечатал йоду =) Слой 0.2, скорость 50мм/с, инфил 0, 2 периметра(высота модели около 70мм, время печати где-то 1 час 20 минут). Дырки - косяки печати без заполнения.. Завтра попробую напечатать слоем 0.1 и скоростью в 70мм/с
Пока печатал - наткнулся на смешную штуку. При печати периметра первого слоя - температура экструдера просела на 20 градусов и печать обломилась(экструдер начал пропускать шаги). Поднял температуру до 230 градусов, на первом слое опять просело, а потом вернулось постепенно до 230 и напечатало нормально. Видимо параметры PID'а надо подкрутить, не успевает быстро среагировать на просад температуры..
Re: hudbrog - учимся печатать в 3д
0.2 красивенько получается это с охлаждением ?
пид крутить удобно посредством QTMarlin
я сейчас над другой моделью бьюсь, уже раз 10 начинаю с начала:
пид крутить удобно посредством QTMarlin
я сейчас над другой моделью бьюсь, уже раз 10 начинаю с начала:
- Вложения
-
-
 full_body_005.stl
full_body_005.stl- (23.45 МиБ) Скачиваний: 444
Re: hudbrog - учимся печатать в 3д
Да, где-то раньше в этом блоге описано как у меня охлаждение сделано. А т.к. печатаю я на мейкерботе (если его еще можно так назвать), у меня не марлин нифига и его тулза не уверен что подойдет.. вообще, надо почитать про пид-алгоритмы =)
А модельку твою завтра опробую, почему бы нет )
А модельку твою завтра опробую, почему бы нет )
Re: hudbrog - учимся печатать в 3д
Щупом проверьте. Нужен микрометр и рыболовная леска (обязательно мононить а не плетенка) Можно еще померять хвостовиком или обломком сверла но вариант с леской предпочтительней -если что леску можно потом в сопле расплавить а с металлом легко чижа посадить. Леска 0,35 (на самом деле 0.34+-0.01) будет проходной, 0,4 (0.39+-0.01) не проходной. Усилий никаких прилагать нельзя-должно проходить без усилий!!!hudbrog писал(а):не, не встречалось. насколько я понимаю, диаметр сопла - только верить производителю
Если будет заходить но туго - меряйте диаметр того места до которого прошло в отверстие и можете получите точный диаметр добавив к полученным значениям на микрометре 0,01 (учитываем упругость материала лески).
P.S. В заводских условиях отверстия высокой точности менее 0,5 меряют как правило способом измерения расхода (пневмо либо вода). Либо специально калиброваным полимерным щупом. Но последние стоят несколько не гуманно.
Re: hudbrog - учимся печатать в 3д
на сканер вместе с штангенциркулем и в фотошопе линейкой
Re: hudbrog - учимся печатать в 3д
setar писал(а):я сейчас над другой моделью бьюсь, уже раз 10 начинаю с начала:
Да, хитрая модель оказалась.. половину вечера пробился над тем, чтобы убрать из нее самые основные косяки. С этим вроде вышло - она теперь manifold, без лишних дырок, удвоений вертексов и прочей вредной фигни. Заодно полигонаж чуток уменьшил (в 10 раз =))
Если хочешь - вот тут можно взять, она по крайней мере печатается =) http://dl.dropbox.com/u/425113/fb8.stl
А дальше при печати возникает упс - надо суметь подобрать температурный режим. И вот с этим у меня как-то не пошло =( Три попытки - во всех слишком много ooze'а, а когда начинает печатать руки и вовсе все портица =( Надо сильнее охлождение приделать...
А еще slic3r добавил параметр температуры в настройки, который подставляет в гкод, и у меня он почему-то стоял в 200 градусов, из-за чего собственно у меня и создавался эффект проседания температуры экструдера вчера. И сегодня тоже =)
А еще я седня перешел с ABS на PLA. Ну, по крайней мере постарался перейти. PLA 4043D от мейкергиров, приятного оранжевого цвета =) Вот кто еще раз скажет что PLA надо печатать меньшей температурой - можно смело плевать в лицо. Как-то экструдироваться оно начинает в районе 210-215, стабильно - ближе к 230...
При этом зараза не отвердевает чертовски долго после этого..
Калибровочный куб напечатать получилось, с теткой пока не очень =) Но я думаю я его победю еще )