принтер за счет ремней быстрее, компактнее и тише. Основное это скорость перемещения по осям.
у меня ШВП и контроллеры на станке позволяют более менее скорость давать нужную (6 метров в минуту вытягивает), высота по Z то же приличная, не давал бы такой скорости и смысла не было бы заморачиваться. Но это потом, надо сперва на классической схеме потренироваться, изучить на практике технологию, а уж потом экспериментировать.
roboforum.ru
Технический форум по робототехнике.
Покупка и эксплуатация 3D-принтера
Re: Покупка и эксплуатация 3D-принтера
Смысл насиловать фрезерник? одна две детальки сделать можно... но может оказатся что простой 3д принтер типа репапа дешевле будет чем доработка фрезера и его обслуживание.
Да и потом постоянно играться менять и настраивать голову и стол на фрезерном еще та морока.
Да и потом постоянно играться менять и настраивать голову и стол на фрезерном еще та морока.
Re: Покупка и эксплуатация 3D-принтера
Эд, тут программа подготовки g-кода нарисовалась, грят неплохо себя показывает - http://slic3r.org/
Дистрибутив под винду
видюхи где машина по коду этой проги работает.
Чувак пишет, что хоть программа молодая, кое чего пока нет, но простая, работает нааамного быстрее скейнфорджа и на выходе очень качественный код...
Дистрибутив под винду
видюхи где машина по коду этой проги работает.
Чувак пишет, что хоть программа молодая, кое чего пока нет, но простая, работает нааамного быстрее скейнфорджа и на выходе очень качественный код...
Re: Покупка и эксплуатация 3D-принтера
Мы в Киеве продвигаем 3D принтер RepRap PRotos.
Кому интересно мы на связи info@reprap.kiev.ua
RepRap.kiev.ua
Кому интересно мы на связи info@reprap.kiev.ua
RepRap.kiev.ua
Re: Покупка и эксплуатация 3D-принтера
FireFly писал(а):Эд, тут программа подготовки g-кода нарисовалась, грят неплохо себя показывает - http://slic3r.org/
Обновился дистрибутив Slic3r версия 0.5.3
пофиксины ошибки предыдущих версий, в том числе качество заполнения деталей.
Дистрибутив под винду
Кто уже попробовал в реальной печати? На вирутальной машине все красиво выглядит, мож кто реально попечатает?
Re: Покупка и эксплуатация 3D-принтера
FireFly писал(а):кстати насчет стола, буржуи сверху стекло кладут - http://josefprusa.cz/pcb-heatbed-final- ... ng-solutio
мож и в твоем случае как то решит вопрос деформации
А к стеклу PLA хорошо только пристает, для ABS'а не очень подходит.
Добавлено спустя 8 минут 27 секунд:
Ну и еще, про нарезку моделей - чета все фапают с netfabb'а последнее время. Можно на него еще посмотреть.
Re: Покупка и эксплуатация 3D-принтера
при отсутствии горячего стола абс вообще хреново пристает, а пла без проблем куда хошь, тока пла в России практически отсуствует в принципе. Пруса рекомендует именно стекло для своего горячего стола и именно под абс.
Re: Покупка и эксплуатация 3D-принтера
FireFly писал(а):Пруса рекомендует именно стекло для своего горячего стола и именно под абс.
Не видел ни разу такой рекомендации честно говоря =)
Вот тут один из самых крутых чуваков в сообществе (на мой взгляд) описывает свои эксперименты с печатью ABS и PLA на стекло: http://hydraraptor.blogspot.com/2010/05 ... glass.html У него ABS за стекло не цепляется даже при разогреве оного до 140C
ABS нормально цепляется за acrylic, kapton, медь (видел в пару мест советы печатать на тонкий текстолит нагретый). Но kapton наиболее распространен. http://reprap.org/wiki/ABS
PLA - стекло, малярный скотч.. http://reprap.org/wiki/PLA
Добавлено спустя 6 минут 54 секунды:
FireFly писал(а):при отсутствии горячего стола абс вообще хреново пристает
Как раз на днях смотрел, чувак отлично описывает причины и методы борьбы без греющего столика. http://www.youtube.com/watch?feature=pl ... hfrHo53K18
Re: Покупка и эксплуатация 3D-принтера
исследование Прусы втречалось в инете (статья) - он экспериментировал с различными поверхностями на предмет прилипания и отлипания, а так же температур различных для нагрева стола. К сожалению ссылку не сохранил.
Re: Покупка и эксплуатация 3D-принтера
Товарисч делится впечатлением о работе с Slic3r
Фотки оттуда

0.15 mm layers, 3 perimeters printed at 40 mm/sec, 25% infill printed at 80 mm/sec, 2 hours 55 minutes to print.

0.3 mm layers, 2 perimeters printed at 40 mm/sec, 25% infill printed at 80 mm/sec, 2 hours 35 minutes to print.

0.15 mm layers, 3 perimeters printed at 40 mm/sec, no infill, 2 hours 2 minutes to print.
Фотки оттуда
0.15 mm layers, 3 perimeters printed at 40 mm/sec, 25% infill printed at 80 mm/sec, 2 hours 55 minutes to print.
0.3 mm layers, 2 perimeters printed at 40 mm/sec, 25% infill printed at 80 mm/sec, 2 hours 35 minutes to print.
0.15 mm layers, 3 perimeters printed at 40 mm/sec, no infill, 2 hours 2 minutes to print.
Re: Покупка и эксплуатация 3D-принтера
Я таки надеюсь что netfabb выпустит версию под мейкербот в этом месяце, как обещают.
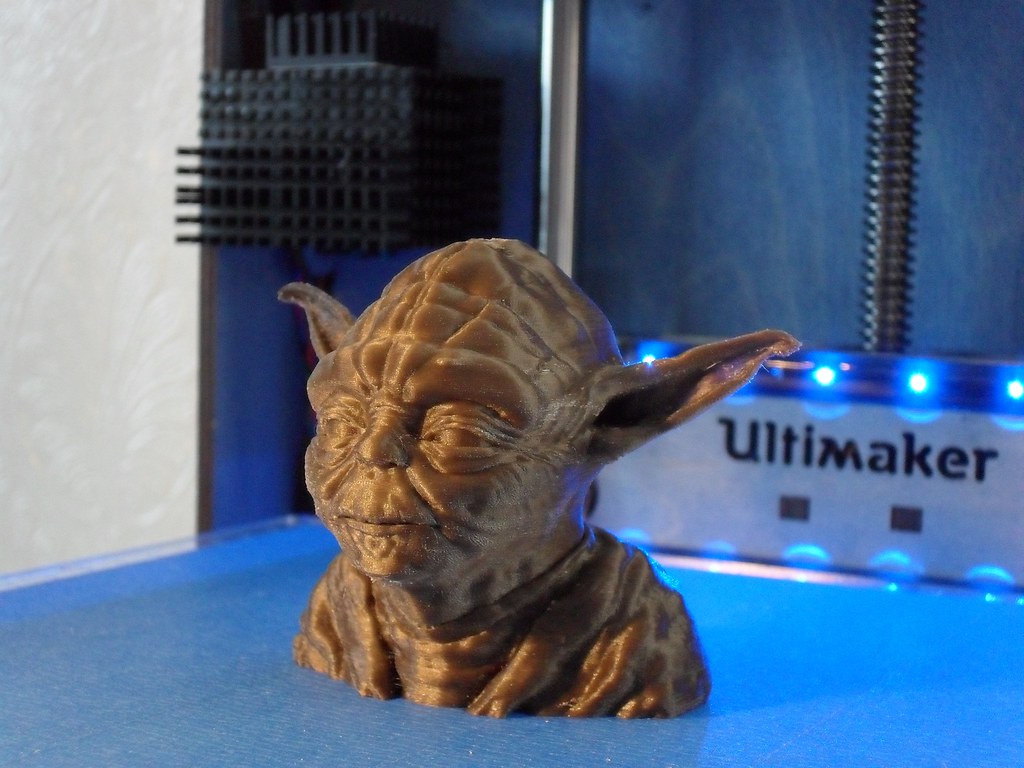
Yoda 0.02mm (20 micron, ~0.000788") perimeter layer height, Netfabb for Ultimaker
Printed on an Ultimaker, using standard parts and Netfabb for Ultimaker. It took 14.5 hours to print, including a dense fill. Slicing time was over a minute. Print temperature was 185 centigrade. The profile includes a number of different print speeds and there is plenty of room for improvement at this point.
This profile is still under development but the standard profiles include "Ultra Quality" with a 0.04mm (40 micron) perimeter layer height.
Yoda 0.02mm (20 micron, ~0.000788") perimeter layer height, Netfabb for Ultimaker
Printed on an Ultimaker, using standard parts and Netfabb for Ultimaker. It took 14.5 hours to print, including a dense fill. Slicing time was over a minute. Print temperature was 185 centigrade. The profile includes a number of different print speeds and there is plenty of room for improvement at this point.
This profile is still under development but the standard profiles include "Ultra Quality" with a 0.04mm (40 micron) perimeter layer height.
Re: Покупка и эксплуатация 3D-принтера
Посмотрел, как то Ultramaker сильно дороже получается ...
Re: Покупка и эксплуатация 3D-принтера
есстно Ultramaker дороже - механика сложнее
Netfabb engine - коммерческий продухт, те бабла стоит, если не ошибаюсь, то в районе 150 евро + у него насколько я понял ограниченное количество поддерживаемых принтеров, а во общем да - очень качественная весч.
Netfabb engine - коммерческий продухт, те бабла стоит, если не ошибаюсь, то в районе 150 евро + у него насколько я понял ограниченное количество поддерживаемых принтеров, а во общем да - очень качественная весч.
Последний раз редактировалось FireFly 01 дек 2011, 16:52, всего редактировалось 1 раз.
Re: Покупка и эксплуатация 3D-принтера
FireFly писал(а):есстно Ultramaker дороже - механика сложнее
Netfabb - коммерческий продухт, те бабла стоит, если не ошибаюсь, то в районе 150 евро за engine + у него насколько я понял ограниченное количество поддерживаемых принтеров.
netfabb - есть бесплатная версия netfabb studio, которая умеет готовить и резать модель (тот же йода, который на нетфабе резался 5 минут, на скайнфорже - ближе к 5 часам, если не больше). А управлять можно чем угодно =) Мало того, для подготовки - есть еще netfabb cloud, который тоже умеет чистить модель.