У меня опять забилось сопло.
До этого, много раз с этим сталкивался и нашел множество причин для этого и, соответственно, множество решений(опишу здесь, новичкам пригодится).
Причины, по которым сопло засоряется и методы их устранения:
1) Соринки.
Соринка может попасть случайно, может же быть внутри прутка пластика.
В этом случае можно попробовать 2 сценария
- с помощью проволоки, сверла, гитарной струны и тп попытыть с наружной стороны вытолкнуть соринку, затем вытащить пруток, соринка как бы должна прилипнуть к кончику расплавленного пластика на прутке;
- разбирать все, вымачивать в ацетоне, прочищать, опять же, проволокой, струной, сверлом.
2) Плохая стыковка сопла и трубки.
Если сопло не туго затянуто, то оно не будет плотно соприкасаться с подающей трубкой, возникнет зазор, туда начнет попадать расплавленный пластик, со временем он будет пригорать(при использовании большой температуры) либо все время туда "сочиться", это будет мешать легкому движению расплавленного пластика в сопло.
3) Нельзя слишком сильно затягивать сопло!
Если сильно затянуть сопло, то аллюминиевый блок с нагревателем может быть поврежден. Аллюминий мягкий, резьбу сорвать на раз-два. Сам лично сталкивался с ситуацией, когда приходилось заменить установленное сопло на другое с меньшим диаметром отверстия, так вот, из-за сильного затяжения резьба немножко подпортилась, появилась стружка, часть которой засорила сопло.
4) Плохое охлаждание печатающей головки.
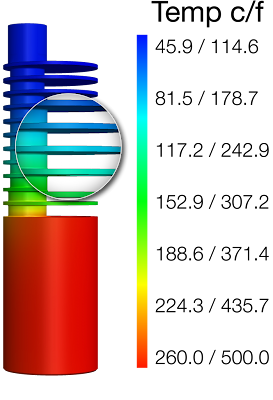
На этой картинке виден нагрев головки. Когда пластик двигается по ней, то в конце зелейной, начале желтой зон он размягчается, так как на него оказывается давление, он утолщается, создается что-то вроде поршня, котиорый далее толкает расплавленный пластик в сопло.
Самое интересное в том, что, если желтая и зеленая зоны будут большими, то, так называемый поршень тоже будет большим по высоте, у него будет большая сила трения о стенки подающей трубки - это создаст огромное затруднение для прохождения пластика.
Решение - охлаждение этой части головки.
5) Плохой пластик.
Очень много плохого пластика встречается. Я сам намучался с ним, особенно первый раз. Что я только не делал, через каждые 10-30см выдавленного пластика происходило засорения сопла. Стоило сменить его на другой, все идеально работает.
6) Проблемы с ретрактом.
Если у вас стоит большая скорость ретракта, это может привести к тому, что болт с насечками(hobbed bolt) сточит пруток и на этом подача пластика закончится до тех пор, пока вы его вручную не протолкнете или не вытащите полностью и не вставите новый пруток.
Со всеми этими проблемами я сталкивался, устранял, все работало.
Но на днях появилась очередная, уж не знаю в чем дело:
запускаю на печать детали для экструдера, они занимают примерно 2/3 площади кровати, скорость поставить 50мм/с, ретракт сообще выставил на 1мм и скорость 5мм/с, все очень медленно и плавно. Все работает, печатается, но на высоте от 30% до 80% подача пластика заканчивается, при этом по всем ощущениям вроде как засорено соппло, хотя, стоит 3мм пластика вручную протолкнуть, как дальше все опять отлично идет. Сначало грешил на платик, заменил АБС на ПЛА, смену провел аккуратно, спустил дополнительно 20см платика, результат точно такойже. Затем вернул АБС - результат тот же, попробовал сменить на другой АБС - результат тот же.
сопло прочищал, промывал. Менял на другое сопло поменьше, результат тот же.
Я в растерянности.
У меня e3d v5 для прутка 3mm
