Господа, всю жизнь печатал слоями 0.2-0.3 - все было "идеально", АБС, температуру ставлю чуть выше заявленной, на 100мм/с не знал проблем, при этом для прутка 3мм скорость отката/ретракта стоит аж 15-20мм/с, боуден и откат 2мм.
У меня китайский e3d titan с редуктором 1:3.
В связи с выходом нового KISSlicer-a, стал печатать на 0.1 слоях, а то и меньше и начались дикие пропуски.
Как я пытался это решить:
1) уменьшил скорость ретракта до 8мм/с;
2) ослаблял и усиливал прижим прутка пружиной(в экструдере); Не выявил закономерности, оставил где-то посередине.
3) сменил драйвер на drv8825 и выставил там максимальный ток - это, кстати, помогло, но шум адский
в данный момент стоит ТМС2100 в режиме spreadCycle 1/16, ток выставлен 1А(Vref=1.4В).
Ну неужели для 0.1 нагрузка настолько больше, чем даже на 0.2?
У всех так?
Решение:
Знаете в чем проблема была?!
НИКОГДА НЕ СТАВЬТЕ ТМС2100 НА УПРАВЛЕНИЕ МОТОРОМ ЭКСТРУДЕРА!
сменил на ТМС2208, настройки тока около 1А, скорости поставил все по максимуму, как и было до этого - идеальная печать.
Большое спасибо товарищу Reegool, что натолкнул на верный путь!
ПС, никакой разницы нет, 0.3 слой или 0.1 - прошивка учитывает все что нужно.
| |
roboforum.ruТехнический форум по робототехнике. |
|
[РЕШЕНО] слой 0.2-идеально, а на 0.1-пропуски экструдера
Сообщений: 34
• Страница 1 из 3 • 1, 2, 3
[РЕШЕНО] слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() abuharsky » 10 июл 2017, 14:22
abuharsky » 10 июл 2017, 14:22
Последний раз редактировалось abuharsky 11 июл 2017, 23:21, всего редактировалось 1 раз.
- abuharsky
- Сообщения: 420
- Зарегистрирован: 20 апр 2011, 13:36
- Откуда: Россия, Орёл
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() Myp » 10 июл 2017, 16:30
Myp » 10 июл 2017, 16:30
естественноabuharsky писал(а):Ну неужели для 0.1 нагрузка настолько больше, чем даже на 0.2?
когда уменьшаешь высоту слоя, уменьшается и щель через которую должен просачиваться пластик, щель между соплом и предыдущим слоем.
уменьшил щель в 2 раза, будь добр увеличить давление в 2 раза, чтобы сохранить скорость печати
ну или в 2 раза медленней печатать при той же силе продавливания.
-

Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() abuharsky » 10 июл 2017, 19:07
abuharsky » 10 июл 2017, 19:07
вот это то и странно, что при большей скорости на большей толщине слоя все хорошо работает, хотя пластика надо выдавливать сильно больше, а тут и скорость меньше и настройки экструдера помягче, а результат плохой.
- abuharsky
- Сообщения: 420
- Зарегистрирован: 20 апр 2011, 13:36
- Откуда: Россия, Орёл
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() Myp » 10 июл 2017, 19:42
Myp » 10 июл 2017, 19:42
что странного? чем толще слой тем легче давить.
это как с мясорубкой, чем мельче дырочки тем труднее крутить ручку.
попробуй греть сильнее, может пластик пожиже станет.
это как с мясорубкой, чем мельче дырочки тем труднее крутить ручку.
попробуй греть сильнее, может пластик пожиже станет.
-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() abuharsky » 10 июл 2017, 19:53
abuharsky » 10 июл 2017, 19:53
Myp писал(а):что странного? чем толще слой тем легче давить.
это как с мясорубкой, чем мельче дырочки тем труднее крутить ручку.
попробуй греть сильнее, может пластик пожиже станет.
некорректный пример: дырочки не менялись, сопло 0.4 мм.
Вспомнилось мне тут, как я герметиком щели устранял, большие щели требовали много герметика - приходилось давить со всей силы на тюбик, а после этого, уже в декоративных целях надо было выдавить тонкий слой герметика и это не вызвало никаких проблем, к тому же, потребовало меньше усилий.
Я понимаю о чем вы говорите, но никак не могу с физической точки зрения увидеть в этом увеличение давления.
Ну вот печатаю я на 0.3 - скорость большая, пластика надо много выдавливать, это понятно. "Щель" между соплом и уже напечатанной деталью 0.3, вроде как, по вашей логике, пластику есть куда течь и не надо его туда задавливать.
Но на 0.1 "щель" (между соплом и уже напечатанной деталью) в три раза меньше, зато и пластика идет втрое меньше. Откуда взяться проблеме?
Myp писал(а):попробуй греть сильнее, может пластик пожиже станет.
да и так больше некуда уже, закипать начинает
- abuharsky
- Сообщения: 420
- Зарегистрирован: 20 апр 2011, 13:36
- Откуда: Россия, Орёл
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() Myp » 10 июл 2017, 20:18
Myp » 10 июл 2017, 20:18
abuharsky писал(а):некорректный пример: дырочки не менялись, сопло 0.4 мм.
вернёмся на минуточку в школу, на урок геометрии
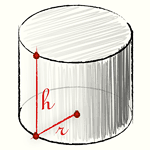
при высоте слоя 0.1 и сопле 0.4 площадь доступная для выхода пластика = площади боковой поверхности цилиндра высотой 0.1 и диаметром 0.4
тоесть экструдеру приходится проталкивать пластик через "дырочку" 0.126 мм2
при слое 0.2, эта площадь увеличивается в 2 раза, 0.251 мм2, тоесть примерно около диаметра сопла и ощутимой роли не играет.
а уже начиная с высоты 0.2 и меньше, сопротивление проталкиванию в зазор между соплом и предыдущим слоем начинает превышать сопротивление из за диаметра сопла.
чем тоньше слой тем хуже давится

с слоем 0.05 вообще придётся проталкивать пластик в "отверстие" 0.063мм2
ну и не стоит забывать что пруток 3 мм сам по себе в 3 раза сложнее давится чем 1.75
ЗЫ
если стоит экструдер титан, то почему боуден?
титан вроде как позиционируется как особенно лёгкий и его можно ставить на директ подачу.
-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() abuharsky » 10 июл 2017, 23:05
abuharsky » 10 июл 2017, 23:05
Myp писал(а):abuharsky писал(а):некорректный пример: дырочки не менялись, сопло 0.4 мм.
вернёмся на минуточку в школу, на урок геометрии
при высоте слоя 0.1 и сопле 0.4 площадь доступная для выхода пластика = площади боковой поверхности цилиндра высотой 0.1 и диаметром 0.4
тоесть экструдеру приходится проталкивать пластик через "дырочку" 0.126 мм2
при слое 0.2, эта площадь увеличивается в 2 раза, 0.251 мм2, тоесть примерно около диаметра сопла и ощутимой роли не играет.
а уже начиная с высоты 0.2 и меньше, сопротивление проталкиванию в зазор между соплом и предыдущим слоем начинает превышать сопротивление из за диаметра сопла.
чем тоньше слой тем хуже давится
с слоем 0.05 вообще придётся проталкивать пластик в "отверстие" 0.063мм2
все-таки нет. площадь выхода пластика из сопла - всегда одна и таже, это диаметр отверстия сопла, то есть 0.4.
Объем - да, при разной высоте слоя доступный объем тоже разный, если бы не одно НО: головка все время двигается, подача пластика четко синхронизирована с этим перемещением, поэтому, необходимый для выхода пластика объем есть.
Да, при очень тонких слоях жидкость как бы упирается и создает обратную силу, это понятно, вот здесь, как раз есть объяснение коллеги с 3дтодей:
Sanitar писал(а):это случай с физикой несжимаемых текучих жидкостей, в частности с уравнениями Бернулли.
А вот за счет уменьшения высоты слоя неминуемо происходит уменьшение напора.
Sanitar писал(а):При уменьшении потока на выходе (уменьшение напора) увеличивается давление на входе, обеспечиваемое насосом. Любой насос имеет характеристику максимально создаваемого давления, слабенький насос (слабенький двигатель экструдера) тупо не справится...
вспомнилось тут, что велосипед сложно разгонять в начале, но потом легко поддерживать скорость, так и тут.
Myp писал(а):ЗЫ
если стоит экструдер титан, то почему боуден?
титан вроде как позиционируется как особенно лёгкий и его можно ставить на директ подачу.
ультимейкер у меня самодельный, не хочу туда директ экструдер делать, купил титан только из-за его небольшой цены на какой-то там распродаже на алиэкспрессе, да и то, только потому, что раньше не было ни одного "нормального" эстетически экструдера с редуктором для ультика, сейчас есть https://www.thingiverse.com/thing:2090259
Добавлено спустя 1 минуту 36 секунд:
в общем, в качестве решения будут все меры по уменьшению скорости и увеличению мощности.
- abuharsky
- Сообщения: 420
- Зарегистрирован: 20 апр 2011, 13:36
- Откуда: Россия, Орёл
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() setar » 11 июл 2017, 08:40
setar » 11 июл 2017, 08:40
Закон Бернулли справедлив в чистом виде только для жидкостей, вязкость которых равна нулю. Для приближённого описания течений реальных жидкостей в технической гидромеханике (гидравлике) используют интеграл Бернулли с добавлением слагаемых, учитывающих потери на местных и распределенных сопротивлениях.
Бернулли тут тоже безусловно работает, только сечение нужно брать не то что в сопло выходит а то что в стороны от сопла лезет.
послушай мура, он дело говорит.
-

setar - Site Admin
- Сообщения: 10981
- Зарегистрирован: 04 окт 2004, 12:58
- Откуда: St.Petersburg
- Skype: taranenko.sergey
- ФИО: Сергей Тараненко
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() Reegool » 11 июл 2017, 09:35
Reegool » 11 июл 2017, 09:35
abuharsky писал(а): стал печатать на 0.1 слоях, а то и меньше и начались дикие пропуски.
Попробуйте уменьшить подачу пластика. А еще лучше - перепроверьте калибровку экструдера. Так же не повредит указание точного диаметра прутка и точного диаметра сопла.
Даже если вы это уже делали ранее - перепроверьте еще раз. Калибровка имеет свойство сбиваться. Потому что диаметр у прутка от партии к партии может плавать, а сопло со временем изнашивается.
У меня была похожая ситуация, когда в следствии неправильной калибровки, экструдер давил чуть больше пластика чем требовалось. И если на толстых слоях эта избыточность компенсировалась за счет растекания пластика в разные стороны от сопла, то на тонких слоях, когда пластику растекаться существенно труднее, происходил затык.
Для правильно откалиброванной экструзии, с точным указанием всех требуемых параметров, на слое 0,1 никакой Бернулли не страшен.
- Reegool
- Сообщения: 61
- Зарегистрирован: 10 мар 2011, 06:57
- Откуда: Краснодар
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() abuharsky » 11 июл 2017, 11:10
abuharsky » 11 июл 2017, 11:10
все спасибо - вопрос исчерпан.
- abuharsky
- Сообщения: 420
- Зарегистрирован: 20 апр 2011, 13:36
- Откуда: Россия, Орёл
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() Myp » 11 июл 2017, 11:25
Myp » 11 июл 2017, 11:25
дык это, чем именно исчерпался?
-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() setar » 11 июл 2017, 11:31
setar » 11 июл 2017, 11:31
на самом деле при печати 0.1 мм сильно играет роль шаг подачи на 1мм, директ без шестерни в этом режиме работает плохо
-
setar - Site Admin
- Сообщения: 10981
- Зарегистрирован: 04 окт 2004, 12:58
- Откуда: St.Petersburg
- Skype: taranenko.sergey
- ФИО: Сергей Тараненко
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() abuharsky » 11 июл 2017, 12:28
abuharsky » 11 июл 2017, 12:28
Myp писал(а):дык это, чем именно исчерпался?
изначально вопрос был "у всех ли так?", выходит, что у всех, а причин на то целый комплекс, и сопротивление жидкости по бернулли и шаг подачи и скорость и тд
- abuharsky
- Сообщения: 420
- Зарегистрирован: 20 апр 2011, 13:36
- Откуда: Россия, Орёл
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() Myp » 11 июл 2017, 13:36
Myp » 11 июл 2017, 13:36
охлаждение на мотор и ток повыше =)

-
Myp - скрытый хозяин вселенной :)
- Сообщения: 18018
- Зарегистрирован: 18 сен 2006, 12:26
- Откуда: Тверь по прозвищу Дверь
- прог. языки: псевдокод =) сила в алгоритме!
- ФИО: глубокоуважаемый Фёдор Анатольевич
Re: слой 0.2-идеально, а на 0.1-пропуски экструдера
![]() abuharsky » 11 июл 2017, 13:48
abuharsky » 11 июл 2017, 13:48
setar писал(а):на самом деле при печати 0.1 мм сильно играет роль шаг подачи на 1мм, директ без шестерни в этом режиме работает плохо
Вот навело меня это на мысль: во всех проблемах всегда комплекс разных причин срабатывает, с параметрами подачи я сам разобрался, со сложность выталкивания пластика на мелких слоях вы мне подсказали, а вот что мы забыли:
слой 0.1 используется(конкретно в данном случае я его использовал) для пропечатки мелких деталей(печатал голову, на которой усы, нос, рот, глаза и тп), там куча мелких движений, ретрактов/откатов(да и еще по новым алгоритмам в новом КИССлайсере),
так вот, действительно, шаг подачи и сам способ подачи очень важны тут , и, как я успел заметить на моем китайском титан-екструдере насечки для проталкивания пластика не очень то и правильные(они крупные и не очень острые), раньше на M8 Hobbed Bolt никогда на это не обращал внимания, они отлично работали, впивались по глубине в четверть или даже треть прутка и хорошо толкали, а тут еле еле по поверхности толкают. Может в этом дело?
- abuharsky
- Сообщения: 420
- Зарегистрирован: 20 апр 2011, 13:36
- Откуда: Россия, Орёл
Сообщений: 34
• Страница 1 из 3 • 1, 2, 3
Кто сейчас на конференции
Сейчас этот форум просматривают: Yandex [Bot] и гости: 10